Roosteren
Het doel van dit proces is om het product te drogen en om zijn aroma’s te versterken en/of om de structuur van onbewerkte producten te versterken.
Toepassingsgebied
Typische producten die geroosterd worden, zijn: koffie, graanproducten en voorbewerkte graanproducten, noten, cacao, witlof en fruit.
Beschrijving van technieken, methoden en installatie
Het onbewerkte product wordt normaal gezien bloot gesteld aan hete lucht (bij temperaturen over de 100°C). Soms wordt het onbewerkte product voorgedroogd. Het vochtgehalte wordt dus verminderd van 8-20% tot minder dan 1%. Als het product een voldoende vochtgehalte heeft bereikt onder hoge temperatuur (d.w.z. over 120°C) vinden reacties plaats in het product. Deze zogenaamde Maillard reacties zijn belangrijk in de formatie van aroma’s in koffie en cacao. De duur van dit roosterproces hangt af van het product en de specifieke araoma’s die vereist zijn. Brandtijden van koffie variëren van 1 tot 20 minuten terwijl dit voor cacao en andere producten op kan lopen tot 180 minuten. Wanneer de producttemperatuur het vereiste niveau bereikt, worden de Maillard-reacties gestopt door het product met lucht af te koelen of door het product met water af te koelen dat gevolgd wordt door luchtkoeling. Roosteren kan zowel in batch als continu worden uitgevoerd. Typische installaties voor batchroostering zijn: een trommelbrander, kolombrander (cacao), roterende schijfbrander, gefluïdiseerd bed brander, spuit bed brander, etc. Bij elke installatie wordt het product tegelijkertijd verhit en bewogen. Het product kan in direct contact komen met de hete lucht (convectieve warmteverplaatsing) of in contact met een verhit oppervlak (conductieve warmteverplaatsing). Meestal is het een combinatie van beide. Het afkoelen vindt plaats in een afgescheiden installatie. Dit kan een koelende zeef zijn waar lucht doorheen wordt gevoerd of een spuit bed koeler of elke andere installatie waarbij het onbewerkte product in contact is met verse lucht. Afkoelen met behulp van water kan in de brandkamer plaatsvinden en soms in de koelinstallatie. Cyclonen worden gebruikt als een integraal onderdeel van het proces om fijn stof (hoofdzakelijk bestaande uit productoverblijfselen en schillen) te verwijderen uit de lucht voordat het afgevoerd wordt naar de atmosfeer. Het herwonnen materiaal wordt dan herverwerkt. De verkoelende lucht wordt ook naar de atmosfeer uitgestraald.
De platenwarmtewisselaar als bron van nabesmetting
De voedingsmiddelenindustrie gebruikt voor het koelen of opwarmen van vloeibare producten meestal een platenwarmtewisselaar. Deze is relatief goedkoop, en kan ook ingezet worden voor warmteterugwinning. Daartegenover staan nadelen die grote gevolgen kunnen hebben voor de hygiëne. Een jaarlijkse grondige controle is dan ook een must. (org. gepubliceerd mei 2009)
Een aantal problemen heeft de industrie opgelost. Zo gaan dubbele afdichtingen en snelle uitwisselsystemen voor rubbers de problematiek met lekke en gelijmde verpakking tegen. Maar nog niet overal is een oplossing voor.
De stroming blijft bijvoorbeeld een vraagpunt. De machinebouwers hebben veel onderzoek gedaan om het rendement van de platen te vergroten en de kosten te verlagen. Weliswaar is de verdeling van de stroming over de plaat in sommige gevallen verbeterd, maar dat neemt niet weg dat het product op bepaalde plekken langzamer of soms helemaal niet stroomt. Dit laatste is funest, want productstilstand bij de optimale groeitemperatuur van de micro-organismen leidt tot enorme aantallen.
De praktijk wijst uit dat er na zes tot acht uur productie sprake is van doorslag: er zijn zoveel thermofiele micro-organismen gekweekt in de platenpasteur dat de heethoudsectie (70 ℃; 20 minuten) onvoldoende is om volledige afdoding te kunnen garanderen. Dan praat je niet meer over aanvangsbesmetting van onder de 107 micro-organismen per ml.
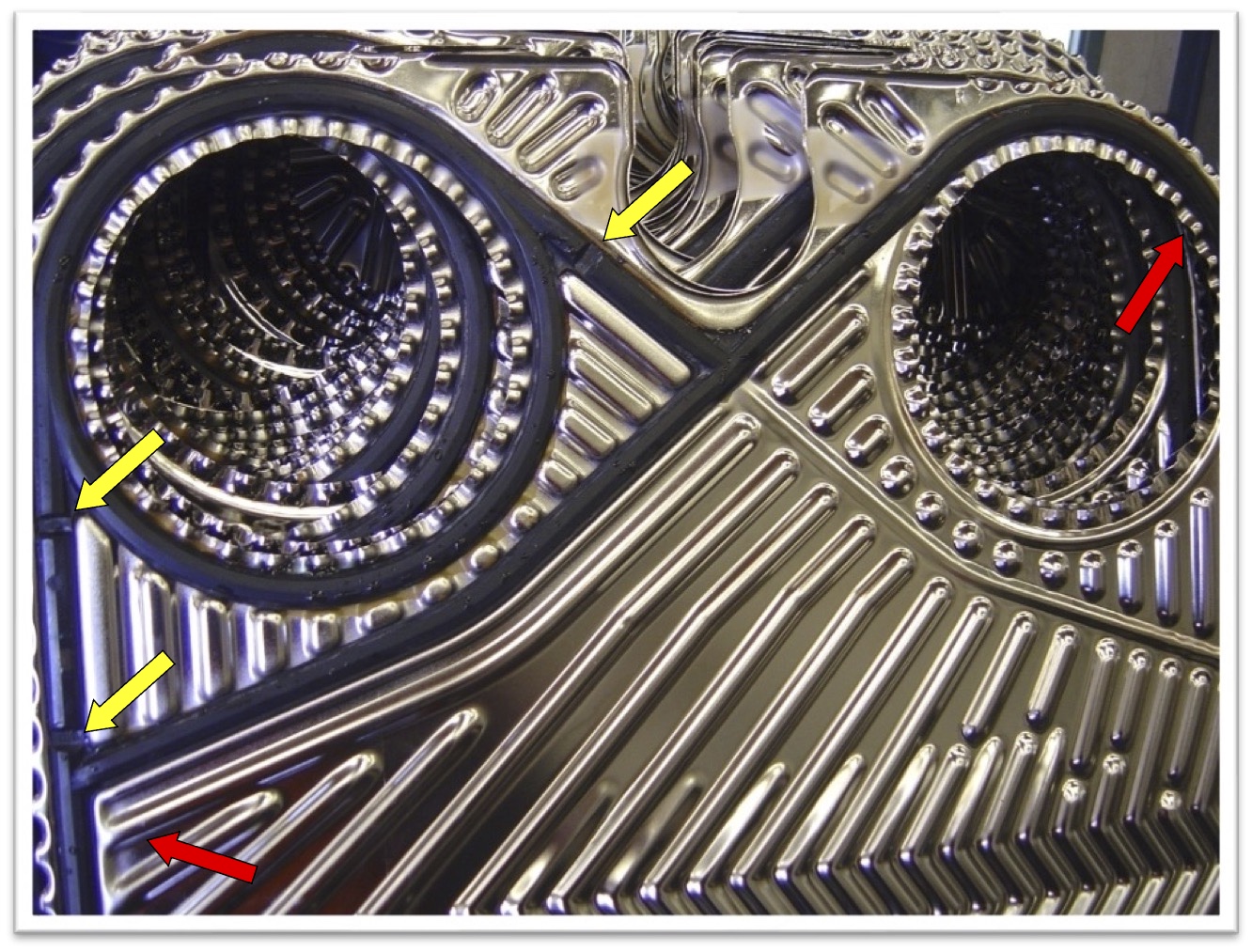
Aanbakken
Wanneer een product aanbakt, is het vuil later vaak niet meer volledig te verwijderen (zie foto). Een goede procestechnoloog merkt dit op omdat hij de warmteoverdracht ziet afnemen. De technische dienst constateert dit pas als de rubbers vervangen worden.

Ook als de platen niet aanbakken is het nog maar de vraag of een platenwarmtewisselaar echt te reinigen is tot op microbieel niveau. Er is er nog niet één door de EHEDG-reinigingstest heen gekomen. Er blijft voor de gebruiker dan ook niet veel anders over dan de platenwarmtewisselaar thermisch te desinfecteren (door bijvoorbeeld heet te reinigen). Omdat deze in veel configuraties niet volledig leegloopt, blijft er water in staan. Dat zijn ideale omstandigheden voor achtergebleven micro-organismen om uit te groeien. Een platenpakket moet daarom ook net voor gebruik doorgespoeld en thermisch gedesinfecteerd worden.
Ook heeft de roep om goedkopere producten de machinebouwer gebracht tot platen met een dikte van soms tot 0,3 mm. De koude vervorming van de plaat brengt veel spanning in het materiaal, wat leidt tot een vergrote kans op spanningscorrosie (scheurvorming) en een grotere gevoeligheid voor putcorrosie (aantasten materiaal). Soms ook komen artefacten in het oorspronkelijk warmgevormde staal aan het licht.
Lekkage
Onderzoek bij zuivelbedrijven in 1993 gaf aan dat 90% van de platenwarmtewisselaars in Denemarken lek was. De situatie in Nederland was soms niet beter. Maar regelmatige controle bracht het lekpercentage terug naar 10 tot 30% bij inspectie.
Er zijn drie methoden op de markt om een platenwarmtewisselaar te controleren op eventuele lekkage. Alle drie methoden constateren het probleem achteraf.
Twee werken met een licht gas als medium, namelijk waterstof-stikstof of helium. Een gevoelige methode die twee nadelen kent. Zo moet het systeem (absoluut) droog zijn, omdat de oplosbaarheid in water groter is dan in lucht. Daarnaast laat ieder type rubber de lichte gassen in verschillende mate door, en dit kan de meting verstoren.
Een derde methode werkt met (food-grade) kleurstoffen. De installatie wordt daarbij een aantal malen onder druk gebracht (op dit moment 6 bar overdruk, maar bureau Burggraaf & Partners heeft hen uitgedaagd om dit voor sommige toepassingen op te voeren naar 15 tot 25 bar). De vloeistof met kleurstof wordt rondgepompt; de heldere vloeistof aan de andere zijde ook en daarna door een spectrofotometer geleid. De methode is zo gevoelig dat aan de hand van de binnenkomende piek vrij nauwkeurig is te bepalen welke plaat lek is (binnen vijf platen).
Drukverschil
De voedingsmiddelenindustrie is zich ten dele bewust van het risico van lekkende platen en heeft daarom voorgesteld om bij gebruik van een regeneratief de gepasteuriseerde zijde een hogere druk te geven dan de niet-gepasteuriseerde zijde, zodat in geval van lekkage het risico van besmetting beperkt blijft. Dit is een regel die onder andere het COKZ voorschrijft.
Er is alleen geen rekening gehouden met het feit dat micro-organismen zich weinig aantrekken van drukverschillen en zich door zeer kleine spleetjes kunnen bewegen. Als zo'n spleetje , veroorzaakt door spannings- of putcorrosie, zo groot wordt dat er een grote hoeveelheid vloeistof stroomt, zullen de micro-organismen hier natuurlijk niet tegenin zwemmen. Maar in het gebied tot 2 micrometer zal er bij 6 bar drukverschil en een bepaalde plaatdikte door de capillaire werking geen vloeistofstroom zijn, terwijl een micro-organismen van 0,5 micrometer er wel doorheen komt.
Vandaar dat de EHEDG (European Hygienic Engineering & Design Group) in 1992 in haar eerste richtlijn ‘Microbiologisch veilig continupasteuriseren van vloeibare voedingsmiddelen' de aanbeveling doet om de kwaliteit van het koel- of opwarmmedium nauwkeurig te monitoren, bijvoorbeeld via een pH-meting. Het regeneratief wordt niet meer gescheiden door een enkele plaat, maar door een medium dat bewaakt wordt. Het nadeel is dat er tweemaal zoveel warmteuitwisselend oppervlak nodig is, en het rendement lager ligt.
Dubbel en driedubbel
Enkele machinebouwers hebben hierop ingespeeld door te werken met een dubbele plaat. De theorie is dat als een plaat lekt, dit zichtbaar wordt naar buiten toe, identiek aan de lekdetectie bij de rubbers. De praktijk is helaas weerbarstiger. Bij inspectie blijkt vaak dat tussen de platen een dikke laag prut zit en dat beide platen lek zijn.
Achteraf is dit natuurlijk wel te verklaren. Zodra een lek optreedt en product tussen de platen komt, zal dit door de capillaire werking niet of niet vlot naar buiten stromen. Tijdens de (hete) reiniging droogt het product in de tussenkamer iets meer in en in combinatie met chloride, afkomstig van product of desinfectiemiddel, wordt verderop putcorrosie geïnitieerd. Kennelijk werd dit al eerder geconstateerd, want je komt soms ook een drie-
dubbele plaat tegen.
Het moge duidelijk zijn dat dit goedkope type warmtewisselaar eerder microbiële problemen veroorzaakt dan dat het een afdoende oplossing biedt. Goede controle van de bestaande pasteurs, minimaal een keer per jaar, is een must.
Alternatieven
Bij aanschaf van nieuwe apparatuur is het de moeite waard - ook voor de zuivel met haar grote capaciteiten (en regeneratieven) - om te kijken naar alternatieven. Een buizenwarmtewisselaar kan zo'n alternatief zijn. Deze heeft een aantal voordelen: de dikkere wand, in combinatie met uitgloeiing (waardoor de spanning uit de koudvervormde plaat verdwijnt) geeft minder kans op spannings- of putcorrosie. Maar interessanter is dat bij een goed ontwerp geen productstilstand zal optreden. Bij een goede aansturing kan een buizenwarmtewisselaar 160 uur draaien zonder dat deze tussentijds moet worden gereinigd. Vergeleken met de reiniging elke zes tot acht uur van een platenwarmtewisselaar, kan de cost-of-ownership gunstiger komen te liggen dan te verwachten viel.
Featured expert: Wouter Burggraaf