Lactose
Lactose is a sugar, which is present in the milk of mammals. This sugar is therefore also called milk sugar. It is the first and only carbohydrate which newborn mammals consume in significant amounts.
Cow milk contains 4 to 5% lactose, therefore a large part of the dry matter content of the milk is covered by lactose. Pure lactose forms large, hard crystals which have a low solubility. For these reasons, lactose is also called sand sugar.
Lactose is a disaccharide of glucose and galactose and is less sweet than saccharose and glucose. When there is a lack of the enzyme lactase in one’s body, lactose can not be broken down to monosaccharides and one is called lactose-intolerant. For those persons, lactose is an allergen.
During the drying of lactose, different types of lactose can form. In general, α-lactose is produced. To obtain this type of lactose, a drying temperature below 93,5°C is required. However, this type of lactose is less soluble than the water free type β-lactose, which is produced by using a drying temperature above 93,5°C. Amorphous lactose forms at a quick drying, in for example a spraying dry tower. The disadvantage of amorphous lactose, is that the absorption of water can lead to the formation of α-lactose, which results in big clots in the powder.
Lactose can be used in many products, like dairy products, dried soups and sauces, jam, mayonnaise and candy.
Production lactose
Preprepartion of whey
Lactose can be derived from both whey and whey permeate. Before the whey or whey permeate can be used to derive lactose from, fine cheese parts and the present fat are separated as whey cream. When whey permeate is used, the proteins which are present in the whey are also removed, which is done by means of ultrafiltration.
Evaporation
The whey or whey permeate is then concentrated by means of evaporation at a temperature of approximately 60°C, until the dry matter content of 60 to 62% is reached. This process increases the lactose concentration. During the evaporating of the whey, the temperature may not raise to much, in order to prevent denaturation of the proteins. If necessary, the permeate can be preconcentrated by means of nanofiltration, which also removes some salts.
Crystallizing
The evaporated whey or whey permeate is lead to crystallisation thanks. In this tank, entcrystals are added and conditioned cooling takes place, in order for the whole to crystallize due to supersaturation. The cooling speed must not be too high, to ensure crystals are formed with a minimal size of 0,2 mm.
Decantating
The formed lactose crystals are then separated from the so-called mother liquor by means of two decanters which are placed in sequence. In the second decanter, impurities are removed from the crystals by means of washing water.
Drying
To lower the moisture content, the lactose is dried after the second decanter, by means of a fluid bed dryer. Depending on the application, the drying takes place until a moisture content between 0,1 and 0,5% is reached. For the production of α-lactose, drying takes place for 15 to 20 minutes with hot air, but without heating the product over 92°C, to prevent the formation of β-lactose. The dried lactose is then cooled and transported by means of dry air with a temperature of approximately 30°C. Fine matter in the sucked air is separated by means of a bag filter and transported back to the drying section.
Grinding
Finally, the dried lactose is grinded to the desired size and wrapped in sacks.
Maintenance without obstacles
On average, 700,000 to 800,000 litres of milk are collected each day from Tyrolean farms and processed at the Wörgl site. The logistics are sophisticated: Tirol Milch has more than 20 vehicles in use collecting the milk, at times along extremely narrow alpine paths. They collect up to six different milk varieties from 3,000 farms. The varieties are kept strictly separate to avoid any mixing.
CAREFUL HANDLING OF RESOURCES
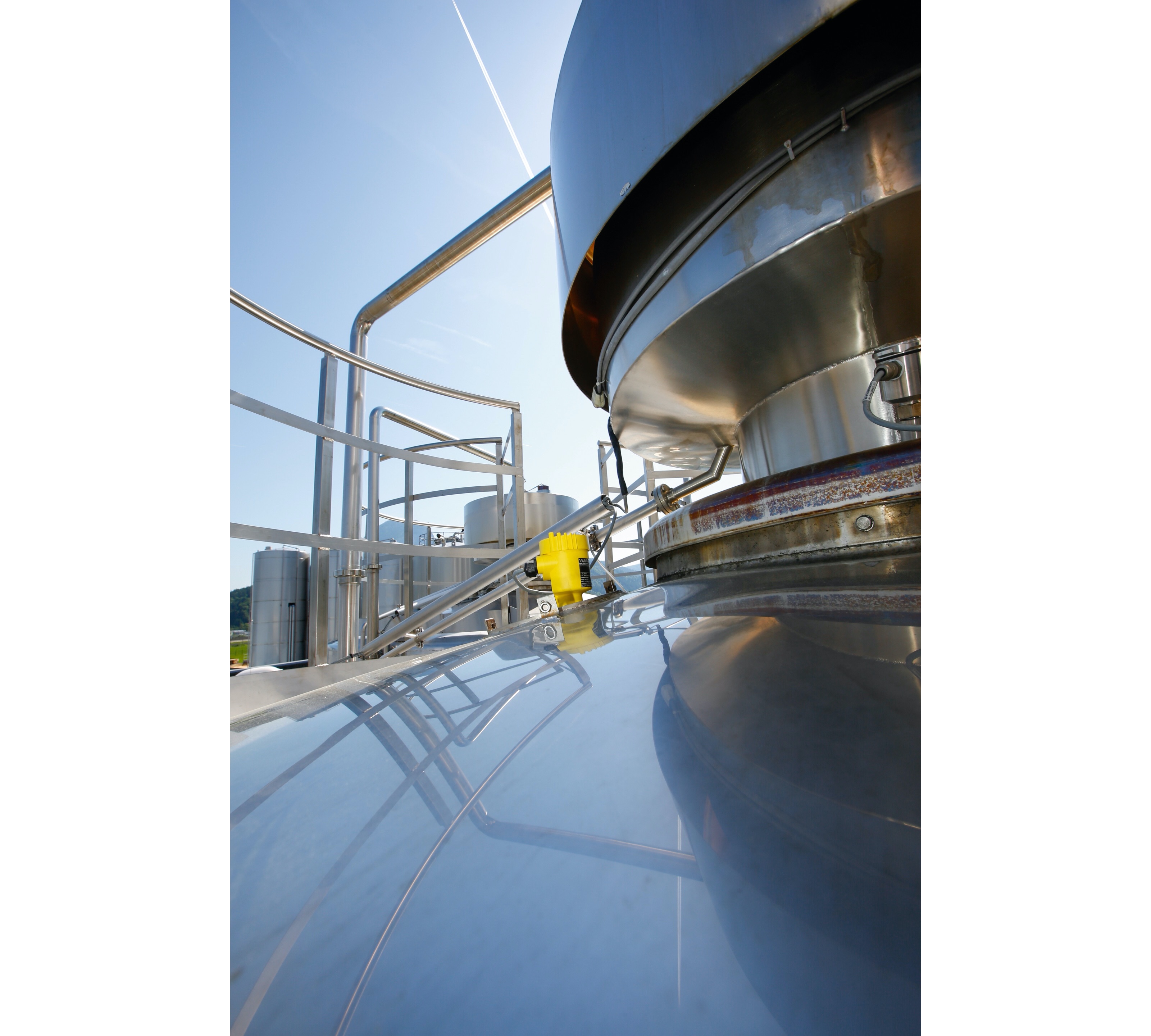
VEGAPULS 64 measures the level in whey production
Closeness to nature, protection of the environment and careful handling of natural resources are fundamental operating principles at Tirol Milch. For example, the plant has been a master of energy conservation for many years, every litre of milk can be traced back and every by-product is utilized. This requires disciplined procedures, particularly in the case of maintenance. VEGA sensors help ensure that these operations can now be conducted even faster.
The Tirol Milch plant in Wörgl, which belongs to the Berglandmilch Group, is renowned for its cheese far beyond the borders of Tyrol.
Yoghurt, butter and chocolate pudding are also produced at the site, but about two thirds of the collected milk volume is actually used in the cheese dairy. It went into operation in May 2014 and is today the second largest cheese production facility in Austria.
Networking material and energy flows
Close cooperation with the farms ensures a special connection to the homeland, which is ultimately also reflected in the technology that is used.
To provide the large amounts of energy required to make dairy products – in evaporation, milk cooling or container cleaning – alternative sources of energy, such as photovoltaics and an own wood chip heating system, are also utilized. In addition, all energy flows are combined so that consumption remains low. The deployment of elaborate process technology has paid off: the plant in Wörgl recently received an award as the most environmentally-friendly dairy business in Europe.

VEGAPULS 64 facilitates maintenance work
VEGA has been working together with the company for a long time. 10 to 12 VEGA radar level transmitters are currently in use. Martin Schneider, master electrician at Berglandmilch says he would have liked to have more, using the whey tanks as an example.

In the past, many tanks were equipped with level measuring systems, but these were usually delivered within the framework of a complete contract. In practice, this did not always prove to be particularly successful as the equipment suppliers were not level measurement specialists. A differential pressure system with sensors near the tank bottom was often supplied as standard equipment. From a maintenance point of view this was very labour intensive, as Schneider reports. "During the cleaning of the whey tanks, for example, mechanical damage to the diaphragm in the pressure transducers would occur again and again when a wrench fell into the tank." Another situation: the tanks are meticulously inspected at regular intervals. To do this, the milk technician has to climb into the tanks to inspect them from the inside. Again, there was a risk that the pressure transducers attached to the base could be damaged during each inspection.

Hopes fulfilled
The three whey tanks were only put into operation in 2014. The situation became all the more unsatisfactory for Martin Schneider: apart from the mechanical problems, the existing level measuring system also created difficulties in other respects. Whey is not easy to measure using this kind of level measurement. "The protein foam caused problems repeatedly, the tank also has welds and an agitator. The spray balls interfere with the measurement too," explains Schneider.

There was a further challenge: At the end of the tanks there is a centrifuge with an output of 50,000 litres per hour. The problem is that the tanks have a flat bottom, which makes an exact zero measurement impossible with the pressure transmitter mounted a few centimetres above the bottom.
As a result, air was repeatedly sucked into the centrifuge. Alpina, a company that processes the whey at the Tirol Milchwerk in Wörgl, was particularly affected by this. The whey is delivered to it via pipeline. These circumstances caused the fat content of the whey to change, which led to problems with Alpina's filter systems.
Meanwhile, the electrical engineering team had already heard that VEGAPULS 64, a new radar level transmitter, was under development. Schneider had high hopes that its high measuring frequency of 80 GHz would result in better focusing and higher resolution of the measuring signal. As soon as the first ones became available in 2016, all whey tanks were outfitted with the VEGAPULS 64 radar sensor.
An old cure: whey
Author: Jürgen Skowaisa, Produktmanagement Radar, VEGA Grieshaber KG