Caseinate
Casein is the main protein in cow's milk. It forms the basic ingredient of cheese and is used in the form of caseinate in the food industry.
There are two types of casein; acid casein and rennet casein. Acid casein is obtained through the acidification of skimmed milk until the isoelectric point (pH± 4.6) of casein is reached and rennet casein is created by enzymatic coagulation.
Caseinate is used more often in the food industry than casein, because its more soluble than casein. Caseinate, usually sodium or calcium caseinate, is often used as an emulsifier or humectant in meat products. Caseinate is often used as a source of protein, foam stabilizer or an ingredient in milk or cream substitutes. To keep the salt-content in a product as low as possible, calcium caseinate is often the preferred choice.
Caseinate Production
Both the production of sodium caseinate and calcium caseinate will be explained in the following part. Both products are created as an effect of the reaction between acid casein curd or acid casein powder with lye (sodium hydroxide). Hence, the production process of acid casein will be described first.
Acid casein
Raw material
To produce acid caseine skimmed low-fat milk is used, because the presence of fat decreases the shelf life of the casein. The skimming has to be done thoroughly.
Because micro-organisms can affect the color and consistency of the casein in a negative way, the raw skimmed milk has to be of good quality. The milk cannot be intensively heated, because this could spark unwanted chemical reactions with various components of the milk and the color of the casein would become too dark. To prevent these things from happening the milk is, besides being pasteurized, also micro filtered.
Pasteurizing
The raw skimmed milk is pasteurized for 15 to 20 seconds at a temperature of 72°C.
Acidification
Due to the acidification of the milk to the isoelectric point of casein, which lies between pH 4 and 4.8, the negative charge of the casein micelles is lifted by the hydrogen ions that are present. As a result, coagulation of the casein micelles will find place.
The acidification can take place in two ways: inorganic or organic. the preference is given to biological/ organic acidification for the use of casein or caseinate in food products.
Inorganic acidification
After pasteurizing the skimmed milk is cooled to about 32°C. With the help of hydrochloric acid or sulfuric acid, the pH of the skimmed milk is lowered to a pH between 4.3 and 4.6. Then, the mixture is heated up with a heat exchanger to a temperature of 40 to 45°C and kept at this temperature for 2 minutes. During this period casein aggregates are formed.
Biological acidification
After pasteurizing the skimmed milk is cooled to about 25°C. To the skimmed milk a non-gas-forming mesophilic starter is added, which ensures a desired pH decrease in approximately 15 hours. The acidification should not progress too fast, as this may lead to an uneven quality and a reduced yield. When the desired pH is reached, the mix is stirred, heated up with a heat exchanger and kept at a steady temperature of 50 to 55°C for a brief moment.
Washing
Before the washing process is started, the whey that is formed is removed by using a decanter, so less water is required during the washing. The next phase is washing the casein at a temperature of 35 to 60°C in 3 steps in a counter-current washer using water, removing the whey proteins, lactose and salts. After each washing step a part of the washing water is separated into the decanter of the casein. After the last step, centrifugation produces casein with a dry matter content of between 40 and 45 percent, making the casein ready to be dried.
Casein can be recovered both from the whey as from the washing water by using a centrifuge. After dissolving in lye, the casein can be put back into the starting milk.
Drying
Using hot air, the casein is dried until it is left with a moisture content of 12 percent. Drying the casein can be done in several ways. When a two-stage drying process is applied, the drying temperature of the first step is about 50 to 55°C and at the second stage around 65°C.
Grinding
After the casein is dried, the casein is ground into powder with a particle size of 0.32, 0.42 or 0.64 mm.
Caseinate
Thinning
Caseinate can be produced from acidic casein, acidic casein curd or powder. However, acid casein curd is usually preferred. Regardless of which raw material is going to be used, the dry matter content should be reduced to 18 to 24 percent by adding the water. Otherwise the viscosity of the solution would become too high, because it practically consists only of protein.
Wet Grinding
The mixture is pumped to a colloid mill, in which the particle size of the emulsion is reduced and this results in a thick paste. Due to this reduction of the particle size the the rate of dissolution of the lye that is added later becomes higher.
The wet-grinding is done at a temperature below 45°C, because a higher temperature is more likely to cause re-agglomeration. The resulting slurry is then collected in a double-walled tank equipped with a powerful mixer. ? Adding lye A watered-down lye solution is carefully added to the slurry, until the desired pH-value of 6.7 is reached. At this pH-value is the viscosity of the solution is at its lowest.
Which caustic solution is used depends on the product that has to be produced.
-
Sodium Caseinate
For the production of sodium caseinate a 2,5 M or 10% aqueous sodium hydroxide solution is used. For specific purposes a sodium bicarbonate or sodium phosphate solution can be used. After reaching the desired pH, the whole should be warmed as quickly as possible to 60 to 75°C. The viscosity would otherwise increase too much. The dissolving of the lye takes 30 to 60 minutes to complete. -
Calcium Caseinate
Dissolving a calcium hydroxide solution is much more time consuming compared to the caustic soda solution. That is why the casein is often first dissolved in ammonia. Then, in sucrose dissolved calcium hydroxide is added and the calcium caseinate mixture is wash dried. Most of the ammonia evaporates during the drying process.
Preheating
To make the caseinate solution suitable to be sprayed it is preheated to 80 to 90°C. This way, the viscosity of the solution is kept as low as possible and can be worked with a solution having a dry matter content up to 24%.
Drying
Because the dry matter content of the food to be dried is low, the preference is given to nebulize using a nozzle. In addition, it is recommended to dry in two steps. After the sodium caseinate has been dried in a spray-drying tower at an air temperature of 200 to 230°C to a moisture content of 10 to 12%, the extra moisture content is reduced by using a fluidized bed dryer.
Food Safety & Hygienic Design
Most dairy processes take place at a relatively high pH and under wet conditions, which create an ideal environment for a variety of micro-organisms to grow - such as disease-causing micro-organisms. It is therefore important that the entire system is built according to hygienic design standards – so it is cleanable to a microbial level. After the cleaning process, disinfection can kill off any remaining vegetative micro-organisms.
In case that the machinery cannot be emptied fully, the equipment will lose its ‘clean’ status, even after it has been cleaned but was set aside for a certain period of time. The machinery has to be thoroughly cleaned and disinfected before the production process can start again.
Maintenance without obstacles
On average, 700,000 to 800,000 litres of milk are collected each day from Tyrolean farms and processed at the Wörgl site. The logistics are sophisticated: Tirol Milch has more than 20 vehicles in use collecting the milk, at times along extremely narrow alpine paths. They collect up to six different milk varieties from 3,000 farms. The varieties are kept strictly separate to avoid any mixing.
CAREFUL HANDLING OF RESOURCES
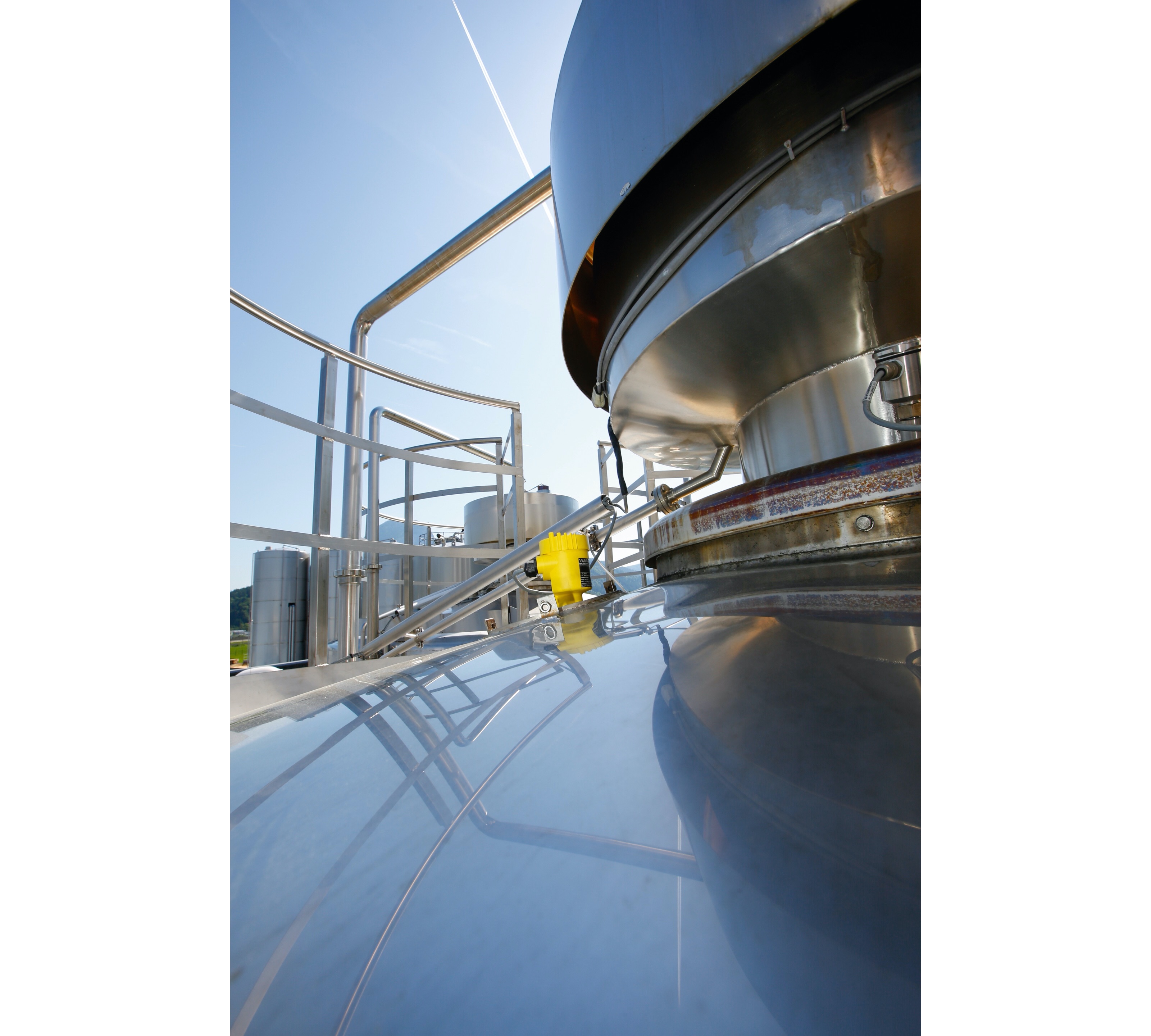
VEGAPULS 64 measures the level in whey production
Closeness to nature, protection of the environment and careful handling of natural resources are fundamental operating principles at Tirol Milch. For example, the plant has been a master of energy conservation for many years, every litre of milk can be traced back and every by-product is utilized. This requires disciplined procedures, particularly in the case of maintenance. VEGA sensors help ensure that these operations can now be conducted even faster.
The Tirol Milch plant in Wörgl, which belongs to the Berglandmilch Group, is renowned for its cheese far beyond the borders of Tyrol.
Yoghurt, butter and chocolate pudding are also produced at the site, but about two thirds of the collected milk volume is actually used in the cheese dairy. It went into operation in May 2014 and is today the second largest cheese production facility in Austria.
Networking material and energy flows
Close cooperation with the farms ensures a special connection to the homeland, which is ultimately also reflected in the technology that is used.
To provide the large amounts of energy required to make dairy products – in evaporation, milk cooling or container cleaning – alternative sources of energy, such as photovoltaics and an own wood chip heating system, are also utilized. In addition, all energy flows are combined so that consumption remains low. The deployment of elaborate process technology has paid off: the plant in Wörgl recently received an award as the most environmentally-friendly dairy business in Europe.

VEGAPULS 64 facilitates maintenance work
VEGA has been working together with the company for a long time. 10 to 12 VEGA radar level transmitters are currently in use. Martin Schneider, master electrician at Berglandmilch says he would have liked to have more, using the whey tanks as an example.

In the past, many tanks were equipped with level measuring systems, but these were usually delivered within the framework of a complete contract. In practice, this did not always prove to be particularly successful as the equipment suppliers were not level measurement specialists. A differential pressure system with sensors near the tank bottom was often supplied as standard equipment. From a maintenance point of view this was very labour intensive, as Schneider reports. "During the cleaning of the whey tanks, for example, mechanical damage to the diaphragm in the pressure transducers would occur again and again when a wrench fell into the tank." Another situation: the tanks are meticulously inspected at regular intervals. To do this, the milk technician has to climb into the tanks to inspect them from the inside. Again, there was a risk that the pressure transducers attached to the base could be damaged during each inspection.

Hopes fulfilled
The three whey tanks were only put into operation in 2014. The situation became all the more unsatisfactory for Martin Schneider: apart from the mechanical problems, the existing level measuring system also created difficulties in other respects. Whey is not easy to measure using this kind of level measurement. "The protein foam caused problems repeatedly, the tank also has welds and an agitator. The spray balls interfere with the measurement too," explains Schneider.

There was a further challenge: At the end of the tanks there is a centrifuge with an output of 50,000 litres per hour. The problem is that the tanks have a flat bottom, which makes an exact zero measurement impossible with the pressure transmitter mounted a few centimetres above the bottom.
As a result, air was repeatedly sucked into the centrifuge. Alpina, a company that processes the whey at the Tirol Milchwerk in Wörgl, was particularly affected by this. The whey is delivered to it via pipeline. These circumstances caused the fat content of the whey to change, which led to problems with Alpina's filter systems.
Meanwhile, the electrical engineering team had already heard that VEGAPULS 64, a new radar level transmitter, was under development. Schneider had high hopes that its high measuring frequency of 80 GHz would result in better focusing and higher resolution of the measuring signal. As soon as the first ones became available in 2016, all whey tanks were outfitted with the VEGAPULS 64 radar sensor.
An old cure: whey
Author: Jürgen Skowaisa, Produktmanagement Radar, VEGA Grieshaber KG