Perslucht - een verborgen besmettingsrisico (EN)
De aanwezigheid van smeermiddel van de luchtcompressor in perslucht
Smering is nodig voor het soepel en efficiënt gebruiken van een luchtcompressor. Er is echter contact tussen de samengeperste lucht en het smeermiddel mogelijk, waardoor oliemist in de lucht kan komen. Vervanging door olievrije compressoren kan worden voorkomen door over te stappen op gebruik van food grade smering, speciaal ontwikkeld voor compressoren. Daardoor is het mogelijk bij een eventueel contact binnen de FDA-normen te blijven, terwijl de werking van de compressor zelfs kan verbeteren. Let op: Shell Lubricants is overgenomen door Fuchs Lubricants.
The presence of air compressor lubricant in compressed air can be a major area of concern for food & beverage manufacturers. Commonly used in food processing plants, compressed air is used to mix liquids and provide safe power delivery for critical tasks in areas such as material transport, filling lines, spray applications and drying. However, as the majority of air compressors are oil lubricated, food safety can be quickly compromised by the use of non-food grade compressor oils.
Essential to the smooth and efficient running of air compressors, lubricating oils help to reduce metal-to-metal contact between the compressor’s rotor or helicoidal screws and the cylinder housing. This helps to minimise expensive component wear and damage, reducing unplanned downtime and enabling operators to realise the low maintenance and reliable performance benefits of compressors. As compressors operate in close proximity to food stuffs, there is a realistic threat of accidental oil contact, which is why Shell lubricants companies have developed a new food grade compressor oil.
Oil Mist Risks
Oil mist can form in compressed air as a result of high operating temperatures and can be difficult to detect. This increases the threat of the oil mist coming into direct contact with food; a problem that can easily go unnoticed until detected by the consumer. By this time though, it can be too late, as consumer health and welfare has been jeopardised. This can bring the company under public scrutiny, which can severely impact on long-term market performance and survival.
The amount of oil in compressed air depends on a number of factors, including the condition of the machine and how regularly it is maintained, the condition of the coalescer and filters and whether parts that have been fitted have been recommended by the original equipment manufacturer. Other risk factors include the age of the compressor oil, whether the correct oil is being used and whether secondary filters have been fitted. Failure to maintain and regularly replace filters will also increase the risk of contamination.
As Figure 1 shows, even when using multi-stage filtration, there is still a risk of contamination with food as oil particles remain in the compressed air. While a multi-filter system can reduce oil mist concentration to as low as 0.1 parts per million (ppm), it is impossible (under normal conditions) to remove 100 per cent of oil mist for an end result of 0.0ppm – the maximum tolerance of non-food grade lubricant contamination with food and beverages allowed by the US Food and Drug Administration (FDA).
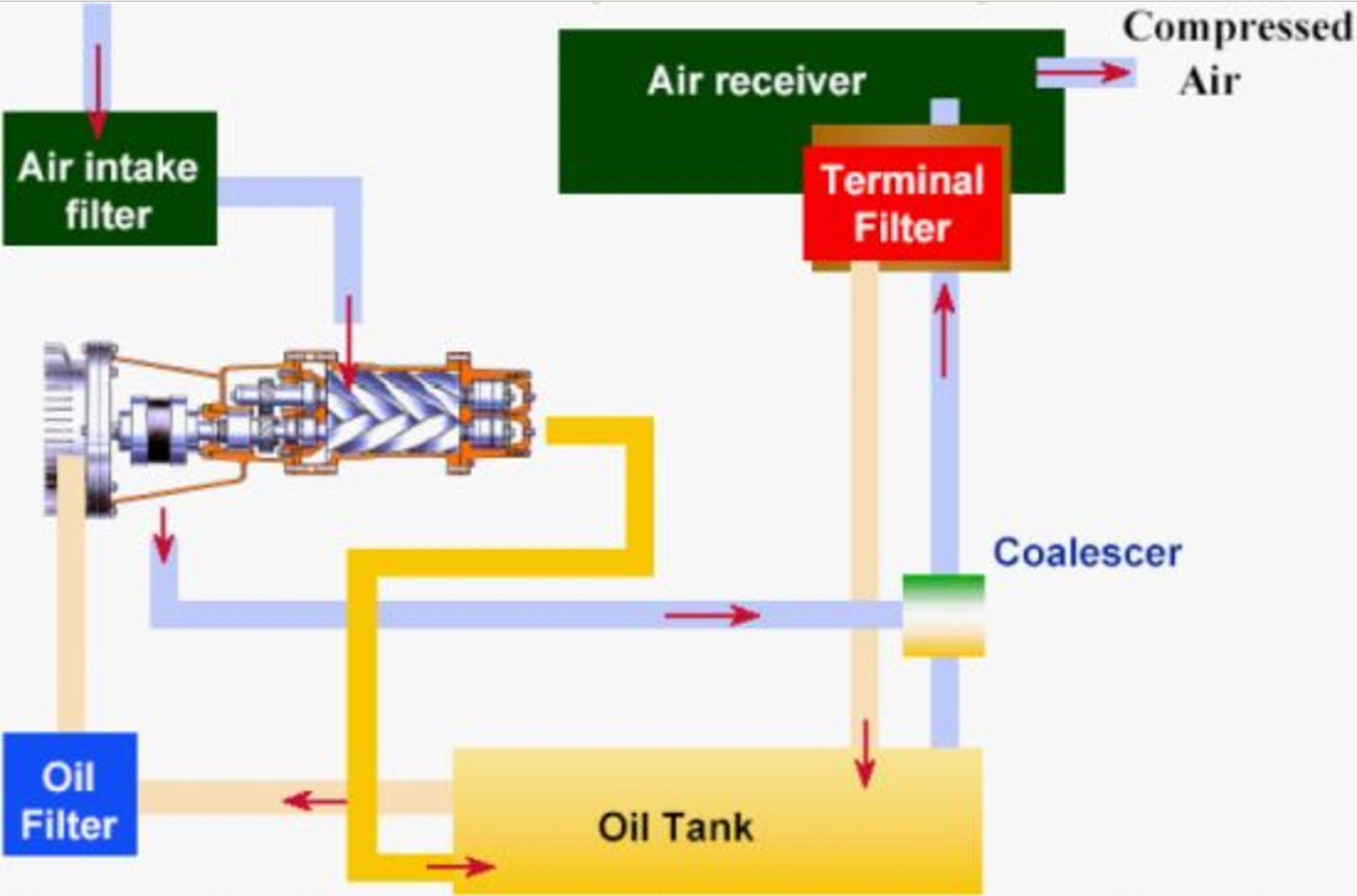
Fig. 1. It’s impossible to remove 100% of oil mist
Reducing Contamination
While it is possible to avoid the presence of an oil mist by using an oil-free compressor, this is an expensive option requiring replacement of existing non-oil free compressors. A much more cost-effective solution for operators is the use of food grade compressor oils. Specifically developed for use in air compressors, high quality, synthetic, H1 approved, food grade compressor oils such as Shell Cassida ® Fluid CR 46 have been formulated using approved additives and base fluids. This composition means that Shell Cassida Fluid CR 46 is tasteless, colourless and odourless and will not contaminate food in quantities less than the US FDA’s maximum permitted level for H1 lubricants of 10 parts per million.
Fully registered by the NSF as H1 for incidental food contact, Shell Cassida Fluid CR 46 is a fully synthetic oil that can increase food safety and compressor performance. Cassida Fluid CR 46 has excellent high temperature resistance to oxidisation, which reduces gum and lacquer deposits on the coalescer, reducing filter saturation and the risk of oil mist. As well as improving air quality, the reduction in deposits enables better fluid circulation and lubrication of the compressor, improving efficiency and lowering maintenance costs.
Cassida CR 46 – Food Grade Performance
Atlas Copco oil-flooded GA 37 screw compressor, after 5,756 hours
Clean Coalescer will remove oil mist efficiently

Oil Filter Mounting Plate: no sign of oil oxidation
This compressor was running on a competitor fluid, which showed deposits before the oil change at 4,000 hours. It was flushed and filled with Shell Cassida Fluid CR 46. After 5,756 hours on Shell Cassida Fluid CR 46, the coalescer and oil filter were inspected with the following results:
- Both were found clean and free from deposits
- Seals were in excellent condition
- Oil Analysis showed oil still in excellent condition
(oil should be analysed periodically)
Shell Cassida CR 46 has been used in these compressors:
Atlas Copco, Berko Compressors, Compair Hydrovane, Gardner Denver, Grassair, Hitachi Compressors, Ingersoll Rand, Rietschle, Vemag Maschinenbau GmbH.
Food Grade Benefits
Although the risk of compressed air contamination is difficult to detect, the consequences are much more visible…. especially on the bottom line. Excessive costs can be incurred as whole batches of contaminated food are destroyed and unadulterated products recalled. Furthermore, production lines may have to be completely stopped as the contamination incident is rectified and compressors cleaned.
High quality, synthetic, food grade lubricants such as Shell Cassida CR 46 can help operators to maintain cleaner air and improve food safety levels, reducing the adverse impact of oil mist contamination. These safety benefits are supported further with excellent compressor oil performance, which can lead to extended oil drain intervals, meaning that operators do not have to make a choice between performance and safety.
White paper Persluchtmanagement
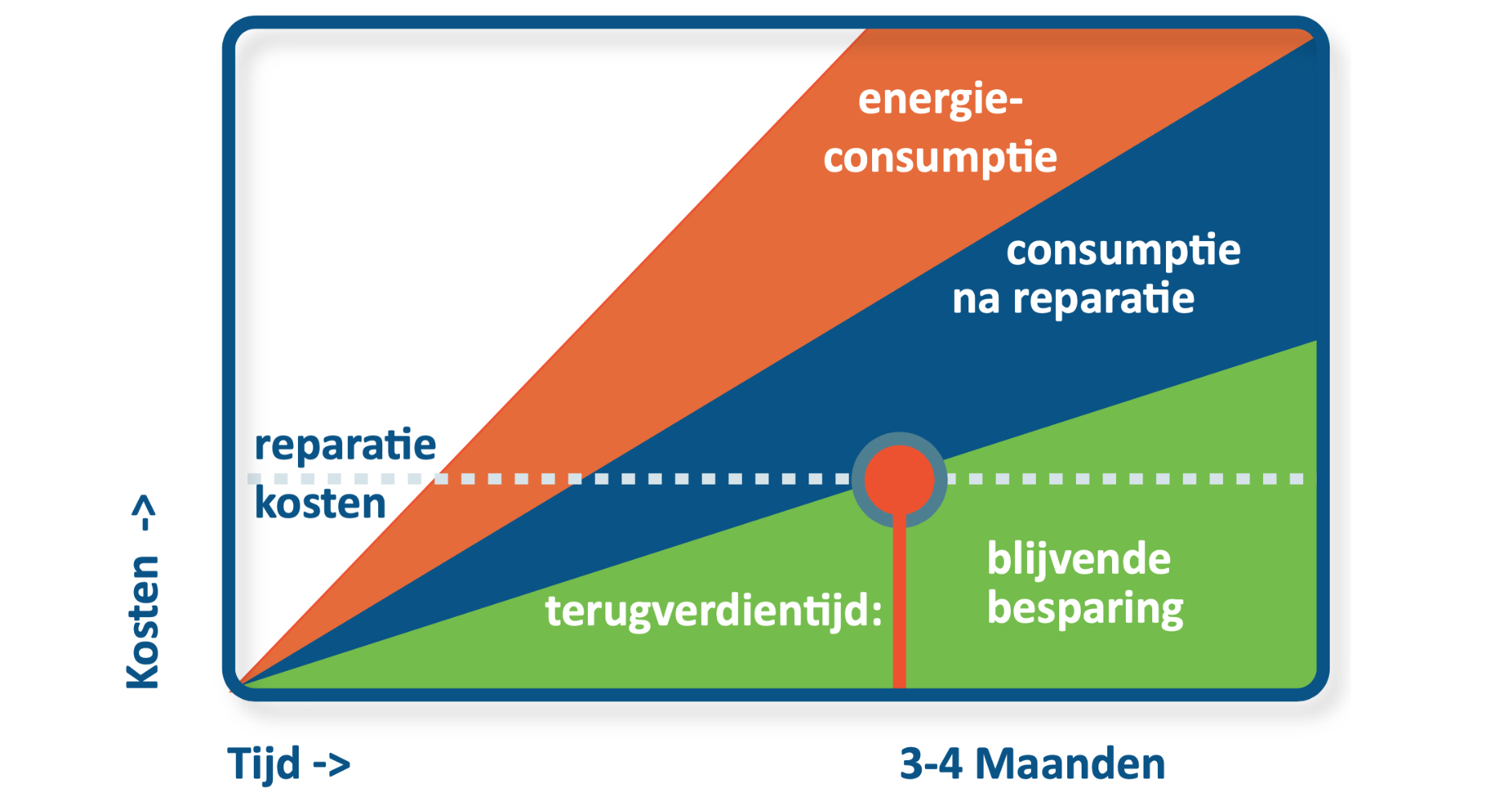
De 5 belangrijkste redenen voor elk bedrijf om nu te starten met persluchtmanagement. “Niemand kan zoveel CO2 besparen binnen 3 maanden”.
Inleiding
Perslucht is in heel veel productiebedrijven altijd aanwezig en wordt zodanig ook als vanzelfsprekend beschouwd. Over het algemeen is er weinig aandacht voor. Dit is opmerkelijk gezien de essentiële rol die perslucht als aandrijfkracht speelt in het productieproces én de hoge kosten die ermee gemoeid zijn.
Norbert Rozemeijer: “Al meer dan 30 jaar verbaas ik mij over de wijze waarop bedrijven met perslucht omgaan. Wanneer er iets met perslucht moet gebeuren dan wordt de vraag bij de compressor-/persluchtleverancier neergelegd en dan “komt alles goed”.
Ik waag dat te betwijfelen, omdat het belang van de gebruiker een veel gevallen haaks staat op het belang van de compressorleverancier. De focus ligt op compressoren terwijl het zou moeten gaan over perslucht, waarbij een belangrijke vraag is: "Heb ik perslucht nodig?”
Na het lezen van deze whitepaper hoeft u zich maar 4 dingen af te vragen:
- Wanneer heb ik perslucht nodig?
- Waar heb ik perslucht nodig?
- Welke perslucht heb ik nodig?
- Hoeveel perslucht heb ik nodig?
Effectieve en efficiënte perslucht
In dit “white paper” wordt aandacht besteed aan de rol die persluchtmanagement zou moeten spelen in uw bedrijf en welke voordelen en besparingen dit oplevert. Persluchtmanagement bevat alle aspecten van het persluchtsysteem die leiden tot een effectief en efficiënt werkende installatie waarbij (controleerbaar) geleverd wordt wat is gedefinieerd.
PERSLUCHTMANAGEMENT
Kosten perslucht
Bedrijven zijn altijd gefocust op het beheersen en waar mogelijk besparen van kosten. Echter, wanneer het gaat over een van de meest dure energievormen in het bedrijf wordt er weg gekeken. Op de vraag wat een kWu kost wordt direct antwoord gegeven en is men zich bewust dat reductie stroomverbruik flinke besparingen oplevert. Op de vraag wat een m3 perslucht kost, is in 99 van 100 keer het antwoord “Geen idee!”.
Hoeveel elektriciteit - en dus CO2 - gaat er verloren als gevolg van lekkage, onnodig hoge systeemdruk en misbruik van perslucht?

Hoeveel perslucht wordt verbruikt in het bedrijf?
Veelal wordt op deze vraag gereageerd met “we hebben genoeg”, of “we hebben geen problemen”. En als er al een tekort aan perslucht is, wordt er een compressor bij gezet. Toch wel vreemd voor een energiebron die zo duur is en direct gekoppeld is aan de elektriciteitsprijzen.
Kamerlingh Onnes hanteerde in 1882 het adagium “Door meten tot weten”, echter wanneer het op perslucht aankomt is het merendeel van de bedrijven blind en doof.
Wordt de vraag intern wel eens gesteld of het geïnstalleerd vermogen van de compressor(en) en de gehanteerde systeemdruk wel aansluit bij hetgeen wat echt nodig is?
Welke kwaliteitseisen stelt u aan de perslucht?
Afhankelijk van de tak van sport waarin het bedrijf actief is zijn de eisen ten aanzien van de perslucht met een beetje geluk vastgelegd c.q. gedefinieerd. Ook hier wordt in het merendeel van de gevallen volstaan met de wens/eis dat de lucht schoon en droog moet zijn. Wat betekent dit precies? Langs welke meetlat kan ik dit leggen? Wat voor het ene bedrijf schoon en droog is, is voor een andere gebruiker totaal onacceptabel. Daarnaast komt het meer dan regelmatig voor dat binnen hetzelfde bedrijf diverse persluchtkwaliteiten noodzakelijk zijn, ingegeven door het toepassingsgebied.
Heb ik wel zoveel perslucht nodig?
De vanzelfsprekendheid waarmee perslucht wordt gebruikt moet anders. Wat een aantal jaren geleden nodig was, kan inmiddels volledig anders geworden zijn als gevolg van technische ontwikkelingen, bijv. de ontwikkeling van elektro-pneumatische componenten die substantieel minder perslucht verbruiken en direct van invloed zijn op de grootte van de compressorinstallatie.
Kosten perslucht
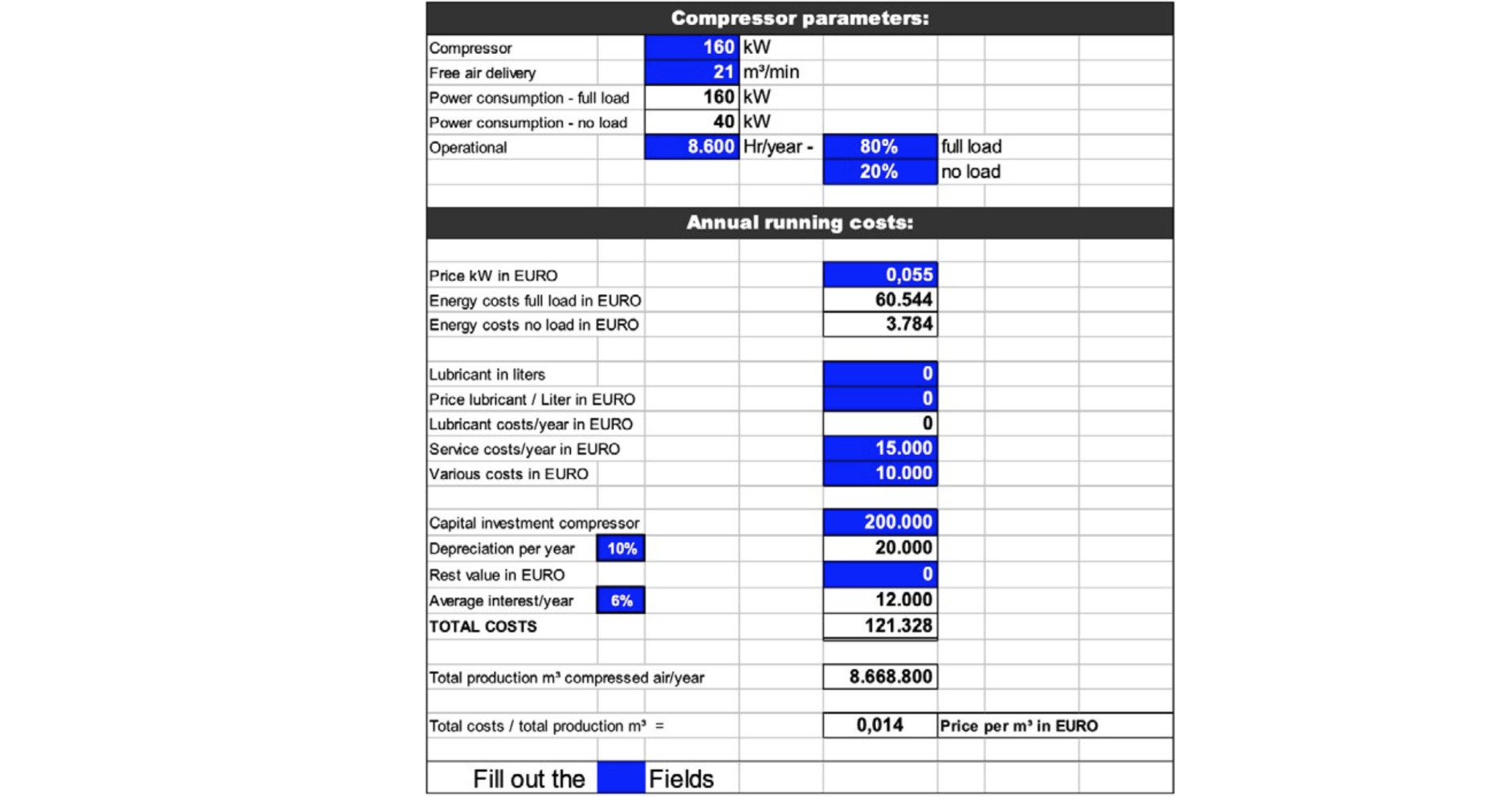
Het berekenen van een m3 perslucht is de som van stroomverbruik, belastinggraad, investering/ afschrijving en onderhoudskosten in relatie tot het aantal geproduceerd aantal m3 perslucht.
Die kosten liggen in de regel ergens tussen de € 0,01 en € 0,02/m3. Daarbij de kanttekening plaatsend dat deze prijs alleen is berekend over de compressor. Alle andere zaken die tot een persluchtsysteem gerekend kunnen worden (filters, drogers, leidingnet, drukvaten, etc.) zijn voor het gemak niet meegenomen.
Nu kun je denken “... waar hebben we het over?”, echter het is de wet van de grote getallen en blijkt plotseling dat er heel veel geld met perslucht gemoeid is en een direct onderdeel uitmaakt van de kostprijs product.
Een paar rekenvoorbeelden:
MKB bedrijf
MKB bedrijf met een 15 kW compressor gebruikt gemiddeld 100 m3/uur, 10 uur per dag en 300 dagen/jaar.
| Prijs m3/perslucht | € 0,016 |
|---|---|
| Jaarlijkse kosten: | |
| Perslucht | € 4.800,00 |
| Elektriciteit | € 2.400,00* |
| *Gebaseerd op een geschatte kWu-prijs € 0,08. |
Groot productiebedrijf
Multinational met een 350 kW compressorinstallatie gebruikt gemiddeld 3.000 m3/uur, 24 uur per dag en 365 dagen/jaar.
| Prijs m3/perslucht | € 0,012 |
|---|---|
| Jaarlijkse kosten: | |
| Perslucht | € 315.360,00 |
| Elektriciteit | € 31.536,00* |
| *Gebaseerd op een geschatte kWu-prijs € 0,035. |
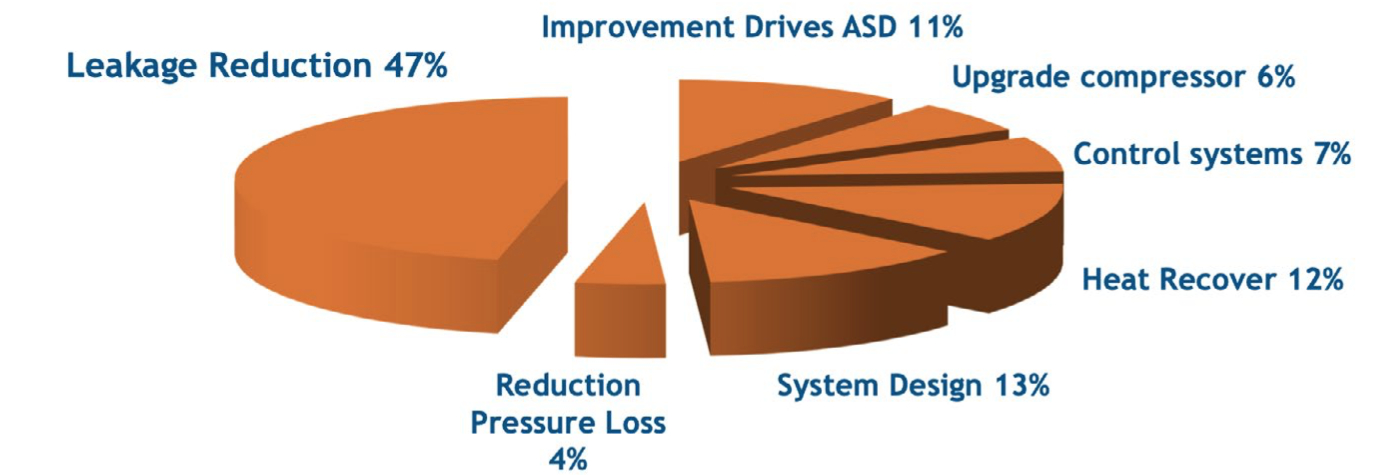
Begin 2000 heeft de Europese Unie een onderzoek laten uitvoeren door het Fraunhofer Institut naar het persluchtverbruik in West-Europa. De conclusie van het rapport toont een besparingspotentieel van meer dan 34% van de persluchtenergie. Lekkages in het persluchtsysteem zorgen voor meer dan 16% energieverlies, wat gelijk staat aan ca. 6,5 energiecentrale in West-Europa! Hoezo CO2-reductie?
Deze rekenvoorbeelden gaan uit van een persluchtlekkage van 16%. In de praktijk komt een lekkagepercentage in bedrijven van 20 tot 35% veel vaker voor dan gedacht.
De compressor gaat nooit uit
Een MKB bedrijf produceert 10 uur per dag, echter de compressorinstallatie staat meestal 24 uur per dag aan en dat 365 dagen per jaar. Dat betekent dat de 16% energieverspilling tijdens niet-productie-uren gewoon doorgaan. Want juist als perslucht NIET gebruikt wordt, zijn het de lekkages die het energieverbruik bepalen. De persluchtlekkages kosten in dit geval jaarlijks ruim € 2.400,-.
Bij grotere productiebedrijven wordt het nog interessanter. Een jaarlijks lekkageverlies en dus een besparingspotentieel van bijvoorbeeld € 40.000,- tot € 400.000,- op één productielocatie komt voor.
Perslucht bevat uw grootste en snelste besparingpotentieel
Iets meer aandacht besteden aan perslucht is dus geen kostenpost, maar in onze optiek een besparingsmodel. Belangrijk daarbij is dan te weten wat er aan de hand is.
Hoeveel perslucht heb ik nodig?
Wanneer een bedrijfswagen aangeschaft moet worden, dan wordt gekeken voor welke doeleinden de wagen noodzakelijk is, zodat de wagen zo kosteneffectief en gebruiksefficiënt ingezet kan worden, omdat aanschaf, onderhoud, brandstofverbruik, verzekeringen, afschrijving, etc. daar allemaal invloed op hebben.
Zou het dan niet logisch zijn om dezelfde afwegingen te maken wanneer het op perslucht aankomt? De praktijk is weerbarstiger en toont maar al te vaak dat bij perslucht de opmerking “hetzelfde als de vorige keer” eerder regel dan uitzondering is. Dit schuurt met de behoefte van bedrijven en fabrieken om steeds meer te knoppen hebben (lees: informatie) waaraan gedraaid kan worden. Of het water, stroom of gas is, alles wordt permanent gemeten ... behalve perslucht!

Het verhaal van de ‘gratis’ compressor.
Binnen het bedrijf staat een huurcompressor die men graag wil vervangen voor een eigen installatie. Nu is elders binnen de groep waar het bedrijf deel van uitmaakt een 90 kW – 12 bar compressor beschikbaar en dat klinkt in eerste instantie als muziek in de oren, tenslotte hoeft er niet geïnvesteerd te worden, de compressor is dus ‘gratis’.
| GRATIS | NIEUW | |
|---|---|---|
| Beschikbaar | Nodig | |
| KW | 90 | 7,5 |
| Debiet | 516 m 3 /uur | 75 m 3 /uur |
| Geschat verbruik m3/uur | 60 | 60 |
| *Doordat de flow gemeten was wisten we precies | ||
| hoeveel perslucht per uur verbruikt werd | ||
| Geschat energieverbruik/uur | ||
| Vollast | 12% | 80% |
| Nullast* | 88% | 20% |
| *nullast verbruikt minimaal 25% van vollastvermogen | ||
| Prijs kW/u (aanname) Totaal draaiuren/Jaar | € 0,045 | € 0,045 |
| draaiuren/dag | 9 | 9 |
| werkdagen/jaar | 250 | 250 |
| Totaal draaiuren/Jaar | 2250 | 2250 |
| Geschat energieverbruik/jaar kWu | ||
| Vollast kW | € 24.300,00 | € 13.500,00 |
| Nullast kW | € 178.200,00 | € 3.375,00 |
| Geschat energieverbruik/jaar Euro | ||
| Vollast verbruik euro | € 1.093,50 | € 607,50 |
| Nullast verbruik euro | € 8.019,00 | € 151,88 |
| **Totaal verbruik per jaar ** | € 9.112,50 | € 759,38 |
| Aanschaf nieuwe compressor | € 4.805,00 |
Conclusie:
| Terugverdientijd t.o.v. ‘gratis’ 90 kW machine | 45 dagen (gebaseerd op 250 werkdagen/jaar) |
|---|---|
| 212 dagen (gebaseerd op 365 werkdagen/jaar) |
Hoezo ‘Gratis’?
Het voorbeeld toont dat de flowmeting die vooraf was uitgevoerd, een bron van informatie was waarop een overwogen beslissing genomen kon worden. Dit bedrijf ging de “gratis” compressor heroverwegen, de aangetoonde lekkages werden opgespoord en verholpen waardoor het netto verbruik overbleef. Een beslissing en actie op basis van feiten.
Flowmeter brengt direct inzicht
Heel veel persluchtgebruikers (klein en groot) hebben geen idee wat aan perslucht verbruikt en misbruikt wordt, terwijl het plaatsen van een flowmeter daar direct verandering in kan brengen.
Een flowmeter kan antwoord geven op veel vragen als:
- hoeveel perslucht verbruik ik gedurende productietijd?
- hoe verhoudt het geïnstalleerd vermogen van de compressoren zich tot het persluchtverbruik?
- hoe efficiënt draait/draaien mijn compressor(en)?
- hoeveel perslucht verbruik ik gedurende niet-productietijd (lekkage)?
Flowmeters zijn dus geen overbodige luxe c.q. kostenpost, maar geven een helder inzicht in wat er daadwerkelijk gebeurt, zet direct aan tot actie en hebben een heel korte terugverdientijd.
Dus: meten als integraal onderdeel van persluchtmanagement.
Energiezuinige compressoren bestaan niet
Een ander veel voorkomend praktijkgeval. De compressor dient vervangen te worden en de leverancier wordt gevraagd een aanbieding te doen. Sinds de aanschaf van de oude compressor is in het bedrijf veel veranderd. Machines zijn vervangen en/of er bijgekomen, oude machines gemoderniseerd, lekkages in het persluchtsysteem, etc. Kortom, allemaal zaken die direct van invloed zijn op de keuze van de compressor (e.g. flow, druk, kwaliteit) zou je zeggen. De praktijk is alleen weerbarstiger en resulteert vaak in de aanschaf van een te grote compressor die niet optimaal ingezet kan worden en daarmee onnodig hoge kosten veroorzaakt. In het stukje over flowmeters hebben we al een aantal vragen geformuleerd die een helpende hand kunnen bieden bij het maken van de juiste keuze.
In het volgende deel gaan we ook nog dieper in op persluchtkwaliteit en het meten daarvan.
Welke kwaliteit perslucht heb ik nodig?
Perslucht is een cocktail van samengeperste omgevingslucht, waarin allerlei componenten zitten die zich niet laten voorspellen.
Gebruikers van perslucht willen graag perslucht die schoon en droog is. Echter, wat betekent dat precies?
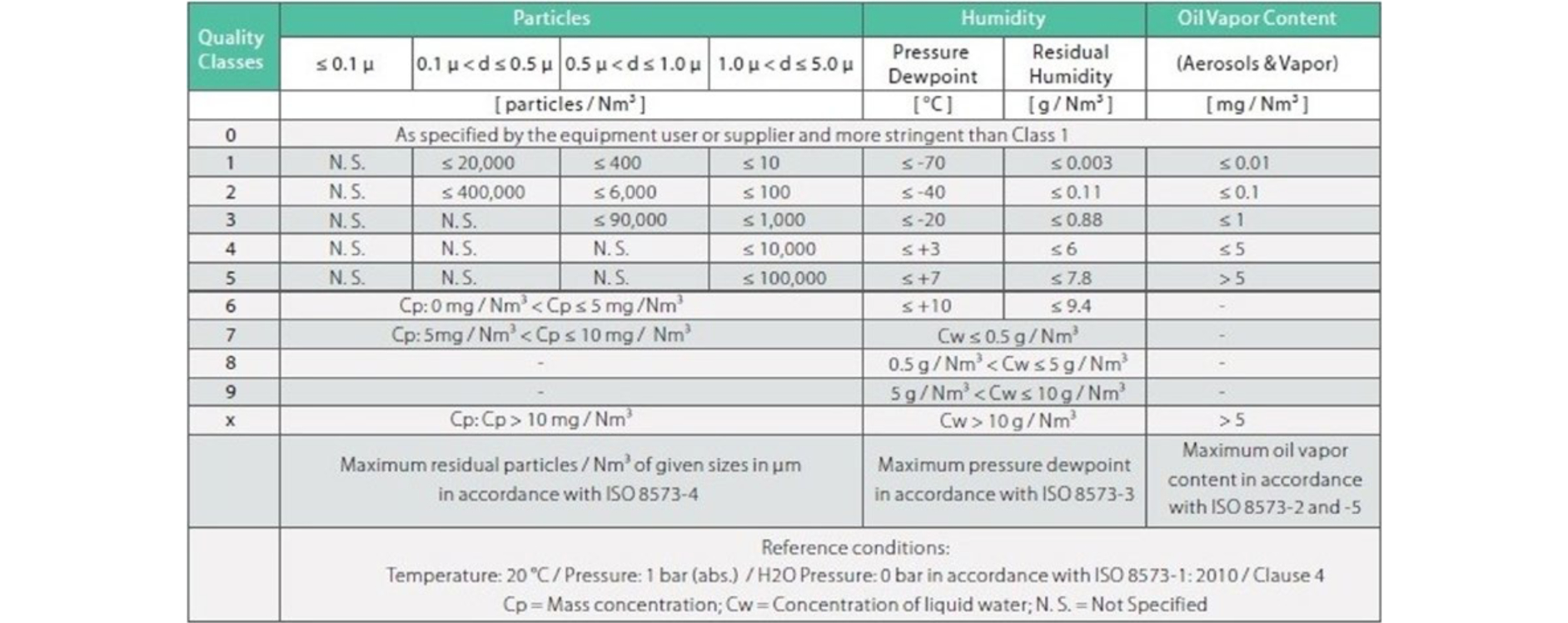
Om verwarring te voorkomen bestaat de persluchtstandaard ISO 8573.1, waarin wordt aangegeven hoeveel, vocht, vuildeeltjes en restoliemist (VOC) in de perslucht mag zitten bij het duiden van een bepaalde klasse.
Lucht is niet zomaar lucht
In productieprocessen worden machines voor velerlei toepassingen van perslucht voorzien. De persluchtkwaliteit vraagt per toepassing en/of omstandigheid een andere kwaliteit, echter in het merendeel van de situaties wordt de perslucht centraal gedroogd en/of gefilterd en daar moet iedereen het dan mee doen. Zo wordt bij het merendeel van de persluchtgebruikers de lucht centraal gedroogd met een koeldroger (ISO 8573.1 – Klasse 4) en gefilterd (ISO 8573.1: Klasse varieert), terwijl in de fabriek een machine staat die gebaat is bij zeer schone en droge perslucht (bijv. Klasse 2).
“Schone en droge lucht”
Afhankelijk van de toepassing wordt de persluchtklasse gedefinieerd en vormt vervolgens uitgangspunt voor het bepalen van de juiste droging, filtratie en (eventueel) adsorptie. Veelal wordt volstaan met de standaard “schoon en droog”, een nietszeggend containerbegrip wat voor veel onduidelijkheid kan zorgen.
Een voorbeeld:
Een voedingsmiddelenbedrijf heeft in haar richtlijn staan dat de perslucht moet voldoen aan 0,3 micron. Waar dit getal naar verwijst is voor het gemak maar niet vermeld. Perslucht komt in direct contact met het product. In het kader van voedselveiligheid zou de perslucht minimaal gedroogd moeten zijn tot een druk dauwpunt van -26°C (< Klasse 3), vrij van deeltjes (1 ~ 0,1 mg/Nm3) en koolwaterstoffen (0,01 mg/Nm3) en steriel filtratie van minimaal 0,22 μm. De uitgevoerde kwaliteitsmeting toont onderstaande waarden en voldoet daarmee volgens betreffend bedrijf aan de norm.
| Druk dauwpunt ◦Ctp | Restoliedamp mg/m3 | Partikels | Aantal |
|---|---|---|---|
| 0.7 | 334.747 | 0,2 - 0,3 μm | >1.000.000 |
| 4.7 | 147.161 | 0,3 - 0.5 μm | 334.747 |
| 2.8 | 0,065 | 0,5 - 1μm | 147.161 |
Helaas ligt het drukdauwpunt mijlenver verwijderd van het veilige niveau van minimaal -26°Ctp en wordt het product vervuild met koolwaterstoffen die boven de norm van 0,01 micron liggen. We mogen concluderen dat de gedefinieerde norm nietszeggend is en daarmee een schijnveiligheid wordt gecreëerd.
Wie meet die weet
In bovenstaand voorbeeld zou het hanteren van de persluchtnorm ISO 8573.1 in combinatie met meten een hoop onheil kunnen voorkomen. Restvocht, deeltjes en restolie... allemaal waarden die eenvoudig gemeten kunnen worden (tijdelijk dan wel permanent) en duidelijkheid geven over de huidige en gewenste situatie op diè plaatsen waar het kritisch is.
Het nut van een systeemaudit
Perslucht als ‘sluipmoordenaar’ in uw productieketen
In de praktijk zien we dat perslucht voor veel bedrijven een vanzelfsprekendheid is. Te vaak wordt het afgedaan als “het zal wel goed zijn”. De gevolgen van een slechte kwaliteit perslucht worden te vaak onderschat. Wat te denken van:
- Roestvorming in het leidingnet t.g.v. een te hoog restvochtgehalte
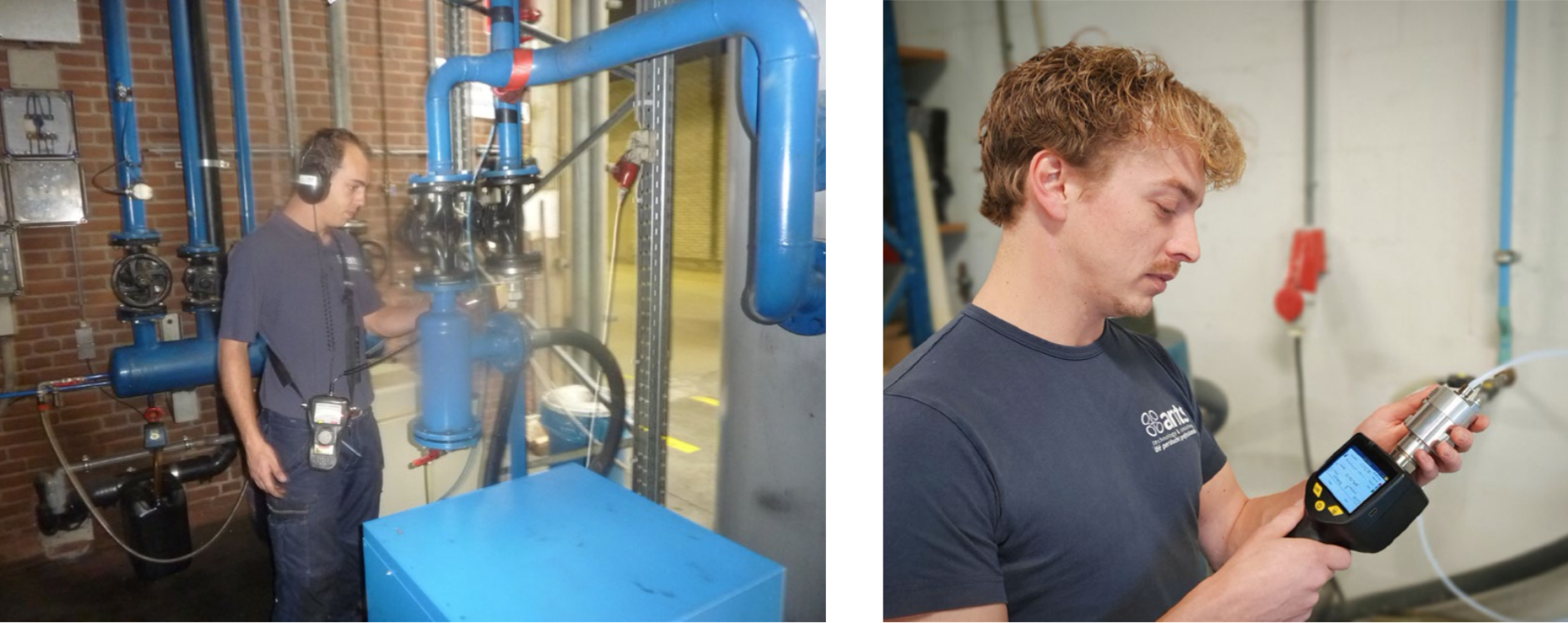
- Olie in het leidingnet als gevolg van onvoldoende filtratie en droging (foto 1 en 2)
- Verkorte levensduur van filters en persluchtkoel- en adsorptiedrogers
- Beschadigde eindproducten
- Verlies productietijd als gevolg van slechte kwaliteit perslucht
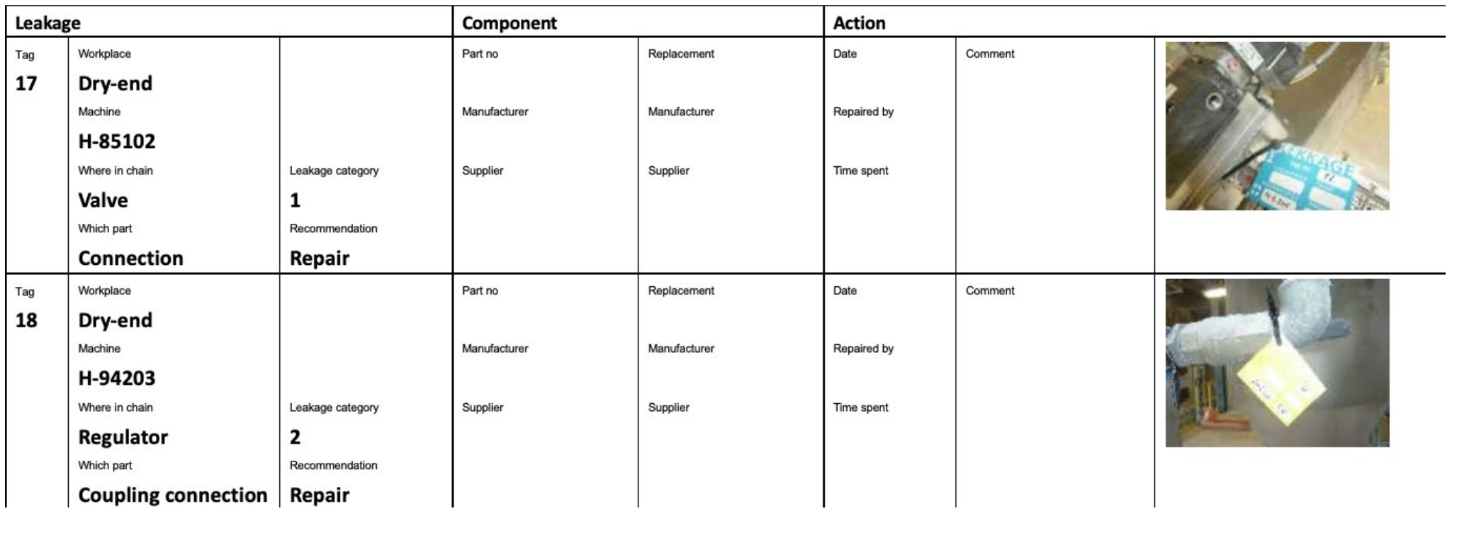
- Energieverlies als gevolg van lekkages – ISO 11011 (2013) en complex leidingwerk (foto 3)
- Torenhoge energiekosten die makkelijk voorkomen kunnen worden
- Onnodige milieubelasting

Unieke totaaloplossing
Het hoeft niet kapot te zijn om beter te worden. Persluchtsystemen die geoptimaliseerd kunnen worden zonder dat er sprake is van een daadwerkelijk defect zijn eerder regel dan uitzondering.
Tijdens een perslucht systeemaudit wordt op een snelle en effectieve wijze direct inzicht in de kwaliteit van het perslucht(systeem) verschaft door op locatie te kijken naar o.a. temperatuur, druk en drukverlies, druk dauwpunt en restvochtgehalte, persluchtcondensaat, leidingnet, persluchtmisbruik en filtratie.
Alle observaties worden in een gedetailleerd rapport gepresenteerd begeleidt voorzien van foto’s en (nog belangrijker) oplossingen.
Persluchtoptimalisatie is de ‘som van vier’
- Lekkagemanagement
- Meten & monitoren kwantiteit en kwaliteit
- Persluchtmanagement
- Persluchttraining

Featured expert: Norbert Rozemeijer