Pickling and Passivating Stainless Steel
Reprinted from Euro Inox with permission.
Author: Roger Crookes, Sheffield (UK)
Adapted from “Beitsen en passiveren van roestvast staal” door Drs. E. J.D. Uittenbroek, Breda (NL)
Photo’s: E. J.D. Uittenbroek, Vecom, Maassluis (NL), UGINE & ALZ Belgium N.V., Genk (B), Euro Inox (B)
Content
- Introduction – The Passive Layer
- Comparison of Descaling, Pickling, Passivation and Cleaningn
- Pickling Methods
- Passivation Treatments
- Welding Heat Tint
- Contamination Rust Staining
- Specifying Pickling and Passivation
1. Introduction – The Passive Layer
The corrosion resistance of stainless steel is due to a 'passive', chromium-rich complex, oxide film that forms naturally on the surface of the steel. This is the normal condition for stainless steel surfaces and is known as the 'passive state' or 'passive condition'.
Stainless steels will naturally self-passivate whenever a clean surface is exposed to an environment that can provide enough oxygen to form the chromium-rich oxide surface layer. This occurs automatically and instantaneously, provided there is sufficient oxygen available at the surface of the steel. The passive layer does however increase in thickness for some time after its initial formation. Naturally occurring conditions such as contact with air or aerated water will create and maintain the corrosion resisting passive surface condition. In this way stainless steels can keep their corrosion resistance, even where mechanical damage (e.g. scratching or machining) occurs and so have an in-built self-repairing corrosion protection system.
The chromium in stainless steels is primarily responsible for the self-passivation mechanism. In contrast to carbon or low alloy steels, stainless steels must have a minimum chromium content of 10.5% (by weight) of chromium (and a maximum of 1.2% carbon). This is the definition of stainless steels given in EN 10088-1. The corrosion resistance of these chromium-steels can be enhanced with addition of other alloying elements such as nickel, molybdenum, nitrogen and titanium (or niobium). This provides a range of steels with corrosion resistances over a wide range of service conditions as well as enhancing other useful properties such as formability, strength and heat (fire) resistance.
Stainless steels cannot be considered corrosion resistant under all service conditions. Depending on the type (composition) of the steel there will be certain conditions where the passive state is broken down and prevented from reforming. Here the surface becomes 'active', resulting in corrosion. On stainless steels active conditions can occur in small areas deprived of oxygen, such as at mechanical joints, tight corners or at incomplete or poorly finished welds. The result can be 'localised' forms of crevice or pitting attack.
2. Comparison of Descaling, Pickling, Passivation and Cleaning
The terms 'descaling', 'pickling' and 'passivation' are often confused, but are distinct processes. It is important to be clear about the differences between these surface treatment processes as applied to stainless steels.
2.1 Descaling
Descaling is the removal of a thick visible oxide scale from the surface. This oxide is usually dark grey. This process is done routinely in the manufacturing steel mill before the steel is delivered. Mill descaling is usually a two-stage process, one to mechanically loosen the 'mill-scale', the second to lift the loosened scale clear from the metal surface. The exposed metal surface is then usually pickled to remove the metal layer that was immediately beneath the scale. This stage of the process should be considered as a separate one, however.
Although some slight scaling may occur in the high temperature heat affected zone of welds or during high temperature heat treatment processes on fabricated stainless steel parts, further descaling operations are not usually necessary.
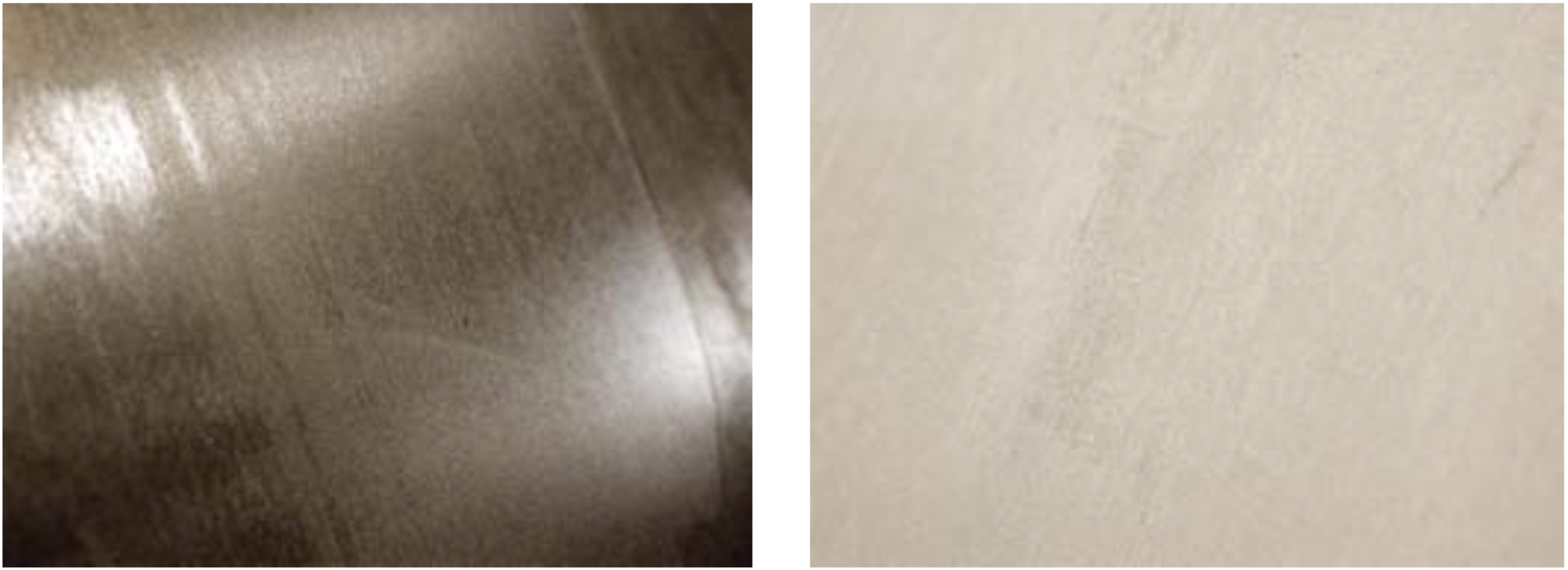
Left: Stainless steel surfaces form a grey/black scale during hot rolling or forming. This tenacious oxide scale is removed in the steelmill by descaling.
Right: A matt grey is left on annealed mill products following descaling and pickling. Mechanical scale loosening roughens the surface.
2.2 Pickling
Pickling is the removal of a thin layer of metal from the surface of the stainless steel. Mixtures of nitric and hydrofluoric acids are usually used for pickling stainless steels. Pickling is the process used to remove weld heat tinted layers from the surface of stainless steel fabrications, where the steel’s surface chromium level has been reduced.

2.3 Passivation
Passivation usually occurs naturally on the surfaces of stainless steels, but it may sometimes be necessary to assist the process with oxidising acid treatments. Unlike pickling, no metal is removed from the surface during acid assisted passivation. The quality and thickness of the passive layer is however quickly developed during acid passivation treatments. There may be circumstances when the pickling and passivation processes occur sequentially (not simultaneously), during acid treatments involving nitric acid. Nitric acid alone will only passivate stainless steel surfaces. It is not an effective acid for pickling stainless steels.
2.4 Cleaning
Acid treatments alone cannot be relied upon to remove oil, grease or inorganic contaminants that can also prevent the passive layer forming properly. Combinations of degreasing, cleaning, pickling and passivation treatments may be necessary to fully prepare machined or fabricated stainless steel surfaces for their intended service conditions.
If stainless parts are contaminated with grease or oil, then a cleaning operation prior to acid treatment should be carried out.
3. Pickling Methods
There is a range of pickling methods that can be used on stainless steel fabrications, buildings components and architectural metalwork. The most important constituents of stainless steel pickling products are nitric and hydrofluoric acids. The main methods, used by pickling specialists, for pickling complete fabrications or large areas are:
- Tank immersion pickling
- Spray pickling
- Circulation pickling
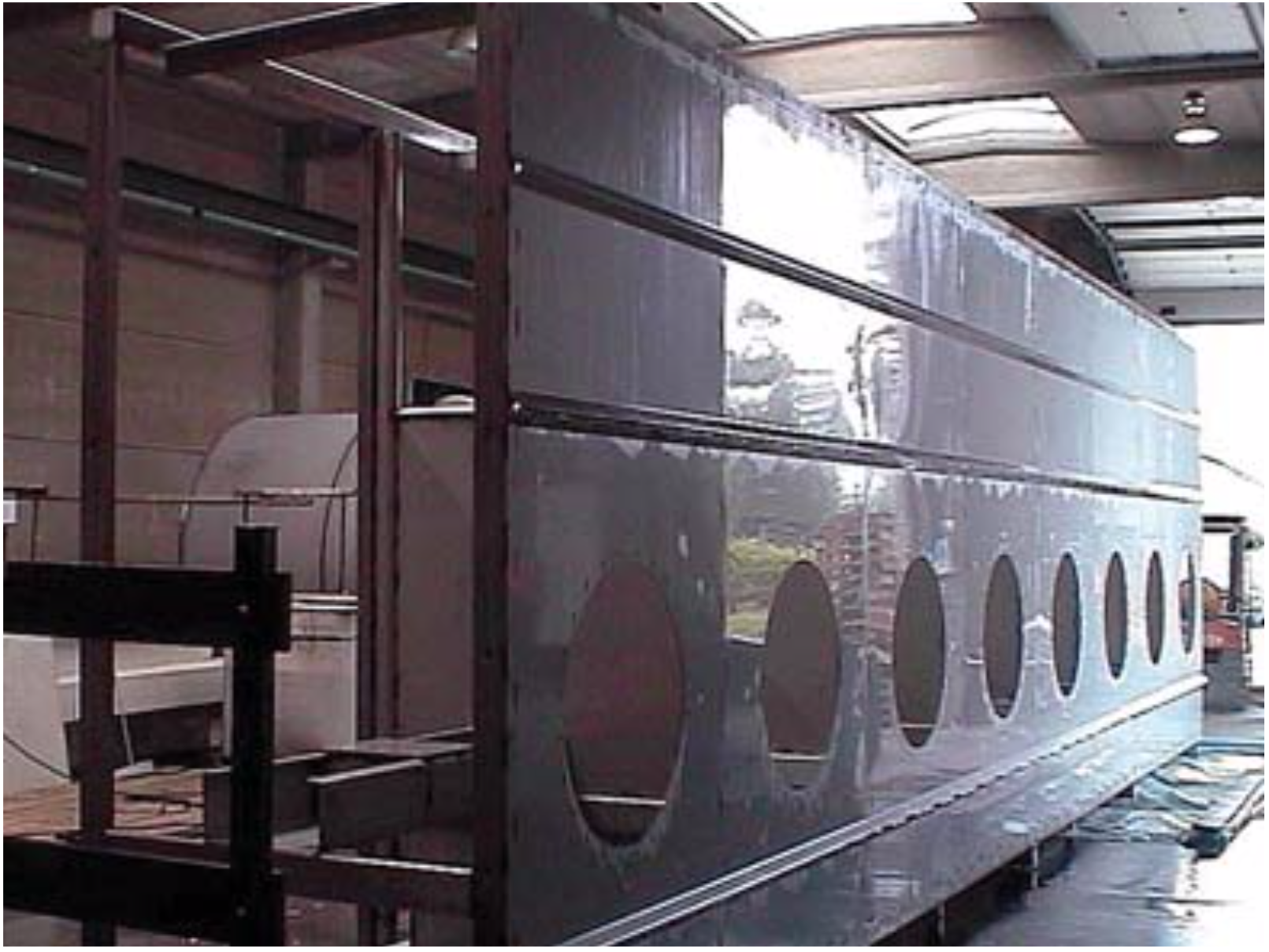
Tank immersion usually involves off-site pickling at the fabricator or pickling specialists' plant.

Spray pickling can be done on-site, but should be done by specialists with the appropriate safety and acid disposal procedures and equipment. Tank immersion has the advantage of treating all the fabrication surfaces for optimum corrosion resistance and uniformity of pickled finish. It is also the best option on health and safety grounds as it is always done "off-site". Pickling done at a specialist stainless steel fabricator or finisher's plant, where the process can be carefully controlled, also minimises the environmental impact of the process.
In the case of pipework intended to carry corrosive liquids, circulation pickling is recommended. This method involves circulating the pickling mixture through the system.
Smaller areas, especially around welded areas, can be pickled by:
- Brush on pastes or gels
- Electrochemical cleaning
These methods can be used on-site and do not require specialist knowledge for effective and safe execution of the operation. It is important that adequate expertise and supervision are available to minimise health, safety and environmental risks whilst providing a correctly pickled surface.

Corrosion can occur to the areas treated if acid contact times and final rinsing procedures are not properly controlled to the supplier's instructions. The contact times for different grades (types) of stainless steels can vary. It is important that the operators are aware of the specific grade of steel being pickled and the hazards of the products being used, so that safe, satisfactory results can be obtained. It is important that all traces of pickling products, pickle residues and contamination are completely rinsed from the surface of the steel parts to achieve a fully corrosion resistant and stain free surface. Competent stainless steel cleaning and restoration specialists normally use deionised (distilled) water for final rinsing to get the best results on architectural metalwork.
Your nearest national stainless steel development association should be able to advise on pickling product and pickling service suppliers locally available.
4. Passivation Treatments
The passive layer on stainless steels is not a simple oxide or 'scale', which would form by heating the steel. During heating the natural transparent passive layer grows in thickness forming 'heat tint' colours and eventually a grey oxide scale. The result of these visible oxide layers is usually a reduction in ambient temperature corrosion resistance. Stainless steel components, such as furnace parts, designed for high temperature service, make use of these thicker, but tenacious, oxide scale coatings for their high temperature oxidation protection.
In contrast components intended for 'ambient' temperature service environments rely on the thin transparent 'passive layer' for their corrosion protection. Although this passivation process normally occurs naturally, the process of forming the chromium-rich oxide passive layer can be promoted by powerful oxidising conditions. Nitric acid is extremely useful for this and is widely used in commercially available stainless steel passivation treatments. Weaker oxidising acids, such as citric acid, can also help in the formation of the passive layer. Acid passivation should be regarded as the exception, rather than the rule for stainless steel components and fabrications. Steel delivered from manufacturing mills and reputable stockholders will be fully passive. The treatment may be needed however on intricately shaped machined parts. In these special cases the supply of oxygen to all the newly formed surfaces may be restricted, resulting in the natural passivation process taking longer to complete, than on the open, exposed surfaces. There is a danger that if parts like these are put straight into service in an environment normally considered suitable for the particular steel grade used, they might not be fully passive and suffer unpredictable corrosion. Passivation treatments done under these circumstances eliminate these unnecessary corrosion risks.
Before acid passivation treatments are done, it is important that the steel surfaces:
- are free of any oxide scale (descaled)
- have metal surface layers denuded in chromium from the formation of oxide or heat tint layers removed by pickling
- are clean (free from organic contamination, machining lubricants, oils and grease)
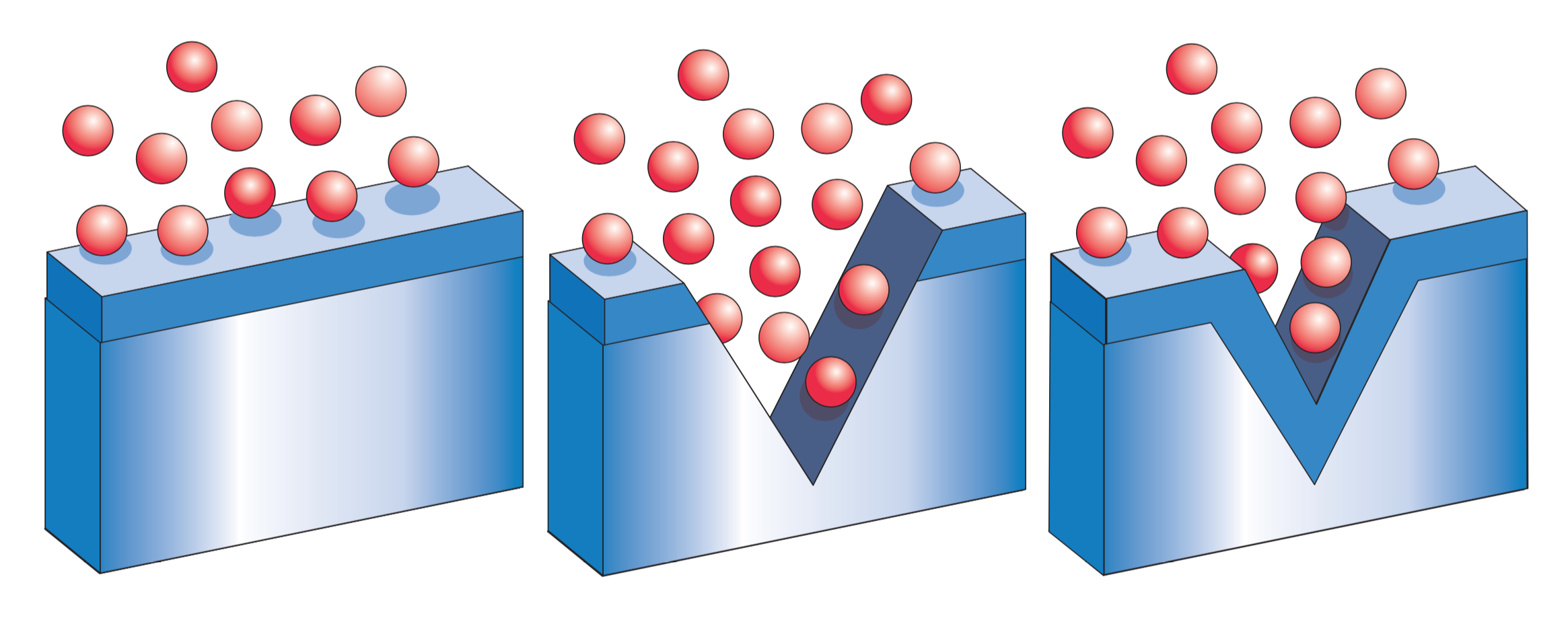
5. Welding Heat Tint
Heat tint is the result of the thickening of the naturally occurring transparent oxide layer on the surface of the steel. The colours formed are similar to the 'temper colours' seen on other steel surfaces following heat treatment and range from pale straw hues to dark blue.
Heat tint is often seen in heat affected areas of welded stainless steel fabrications, even where good gas shielding practice has been used (other weld parameters such as welding speed can affect the degree of heat tint colour formed around the weld bead).

As heat tints are formed on the surface of stainless steel chromium is drawn to the surface of the steel, as chromium oxidises more readily than the iron in the steel. This leaves a layer at and just below the surface with a lower chromium level than in the bulk of the steel, and so a surface with reduced corrosion resistance.
Visible welding heat tint on stainless steel surfaces reduces the available corrosion resistance of the surface. It is good practice to remove all visible heat tinting. For buildings applications, this not only improves the aesthetic appearance of the welded stainless steel fabrication, but also fully restores the corrosion resistance of the steel.
Heat tint on stainless steel fabrications can be removed using acidic brush-on pastes or gels, spray pickling, immersion tank pickling or electrochemical cleaning methods, following careful degreasing of the affected area. A combination of finishing techniques may be needed, as nitric acid treatments alone cannot be relied on to remove sufficient metal from the surface. This may include mechanical treatments (grinding or abrading) followed by nitric acid decontamination. It is important that heat tint is removed from hidden faces of welds on fabrications, where these faces are likely to be exposed to the service environment.

It is important that heat tint is removed from hidden faces of welds on fabrications, where these faces are likely to be exposed to the service environment.
The pickling preparation supplier's instructions must be carefully followed when removing heat tint as they contain acids harmful to health. Surface pitting can also result on the surface of the stainless steel, if excessive contact times are used.

6. Contamination Rust Staining
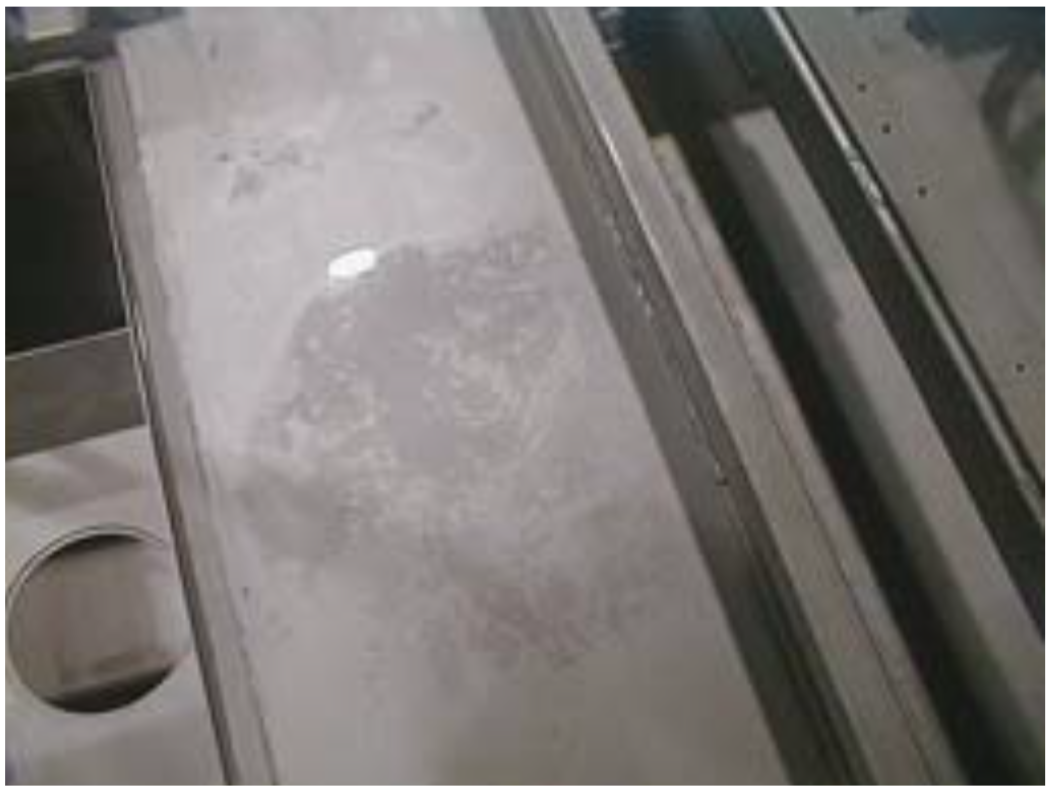
For optimum corrosion resistance, stainless steel surfaces must be clean and free from organic (grease, oil, paint etc.) and metallic, particularly iron or carbon steel residue, contamination. Stainless steel supplied by reputable manufacturers, stockholders or fabricators will normally be clean and contamination free. Items carefully manufactured from suitable stainless steels with an appropriate surface finish for the application, will not show rust staining, unless contamination has been introduced. Rust staining from surface contact with ordinary carbon steel parts is often assumed to be corrosion of the stainless steel surface itself. This can be anything from a slight brown surface 'bloom' or rusty scour marks to surface pitting on items such as handrails. This is a common cause of reported post installation and hand- over problems with stainless steel architectural metalwork items.

Rust staining from surface contact with ordinary carbon steel parts is often assumed to be corrosion of the stainless steel surface itself. This can be anything from a slight brown surface 'bloom' or rusty scour marks to surface pitting on items such as handrails. This is a common cause of reported post installation and hand- over problems with stainless steel architectural metalwork items.
"Iron contamination", as it is usually called, can be costly to remedy after hand-over. It is easily avoided with careful handling and the proper fabrication procedures and controls, but can be removed with suitable treatments.
Common sources of iron contamination on stainless steel fabrications include:
- The use of carbon steel tooling, processing and handling equipment (bearers, supports, lifting 'dogs' and chains etc.) without adequate clean down.
- Metal cutting, fabrication or assembly in 'mixed-metal' fabrication shops, without appropriate segregation or cleaning precautions.
If surface contamination is suspected, there is a range of tests that can be used. American standards ASTM A380 and A967 outline iron contamination tests. Some of the tests simply look for rust stains from contact with water or high humidity environments, after specified exposure times, but to detect the free iron that is the cause of subsequent rust staining, the 'ferroxyl test' should be used.
This sensitive test detects either free iron or iron oxide contamination. ASTM A380 section 7.3.4. specifies the detailed procedure in which a test solution of nitric acid, distilled water and potassium ferricyanide is used. Although this can be done using the recipe in ASTM A380, test preparations should be available from specialist stainless steel pickling and cleaning product suppliers.
Your nearest national stainless steel develop- ment association should be able to advise on test products locally available.
If iron contamination is detected, all traces must be removed. Any decontamination process that can completely remove embedded iron can be used, but it is important that all the contamination is removed and not spread to other areas of the stainless steel fabrication surfaces.
Removal involving an acid solution stage is preferable to single stage abrasive cleaning methods, such as wire brushing or abrasive nylon pad cleaning.
Nitric/hydrofluoric preparations should be avoided where stainless steel surfaces only need to be decontaminated. These strong pickling acid mixtures can cause some unaccep- table surface etching if not carefully controlled.
Your nearest national stainless steel develop- ment association should be able to advise on companies specialising on the removal of iron contamination and general restoration and cleaning of architectural fabrications.
7. Specifying Pickling and Passivation
Tank immersion, spray pickling and nitric acid passivation treatments should be entrusted to competent fabricators or stainless steel finishing specialists.
The selection and control of these potentially hazardous processes is critical for ensuring that satisfactory corrosion resistant finishes are obtained.
Specialist operators should be carefully selected, ensuring they work to all current national and European health, safety and environmental rules, codes and laws pertaining to these processes.

Where appropriate, the process and final surface finish should be agreed and specified. Contractual agreement of surface finish can be reached using surface measurement parameters including surface roughness (Ra), reflectivity and gloss, but should always be confirmed by representative swatch samples, produced by the surface finishing contractor.

Passivation is covered by European Standard:
- EN 2516:1997 Passivation of corrosion resisting steels and decontamination of nickel base alloys.
The various stainless steel families are allocated Process Classes that define either one or two stage passivation treatments using nitric acid or sodium dichromate solutions. American Standards cover a wider scope of processes including cleaning, pickling and passivation.
The main standards are:
- ASTM A380 - Practice for Cleaning, Descaling and Passivating of Stainless Steel Parts, Equipment and Systems
- ASTM A967 - Specification for Chemical Passivation Treatments for Stainless Steel Parts
Your nearest national stainless steel develop- ment association should be able to advise on companies providing specialist assistance on developing surface finish standards for specific projects.